

Publisher & Editorial Offices
Inovar Communications Ltd

11 Park Plaza
Battlefield Enterprise Park
Shrewsbury SY1 3AF
United Kingdom
Tel: +44 (0)1743 469909 www.metal-am.com
Managing Director and Editor
Nick Williams nick@inovar-communications.com
Group News Editor
Paul Whittaker
paul@inovar-communications.com
Deputy Editor
Emily-Jo Hopson-VandenBos emily-jo@inovar-communications.com
Deputy News Editor
Kim Hayes
kim@inovar-communications.com
Assistant Editor
Charlie Hopson-VandenBos charlie@inovar-communications.com
Advertising Sales Director
Jon Craxford
Tel: +44 (0)207 1939 749 jon@inovar-communications.com
Digital Marketer
Swetha Akshita swetha@inovar-communications.com
Production Manager
Hugo Ribeiro hugo@inovar-communications.com
Subscriptions
Metal Additive Manufacturing is published on a quarterly basis as either a free digital publication or via a paid print subscription. The annual print subscription charge for four issues is £150.00 including shipping. Rates in € and US$ are available on application.
Accuracy of contents
Whilst every effort has been made to ensure the accuracy of the information in this publication, the publisher accepts no responsibility for errors or omissions or for any consequences arising there from. Inovar Communications Ltd cannot be held responsible for views or claims expressed by contributors or advertisers, which are not necessarily those of the publisher.
Advertisements
Although all advertising material is expected to conform to ethical standards, inclusion in this publication does not constitute a guarantee or endorsement of the quality or value of such product or of the claims made by its manufacturer.
Reproduction, storage and usage
Single photocopies of articles may be made for personal use in accordance with national copyright laws. All rights reserved. Except as outlined above, no part of this publication may be reproduced, modified or extracted in any form or by any means without prior permission of the publisher and copyright owner.
Design and production
Inovar Communications Ltd.

ISSN 2050-9693 (Print edition)
ISSN 2050-9707 (Online edition)
This magazine is also available for free download from www.metal-am.com © 2022 Inovar Communications Ltd
ADDITIVE MANUFACTURING

Building an AM culture, from organisations to society
Two articles in this issue of Metal AM magazine touch on the theme of culture in very different, but highly connected, contexts. In our lead article, General Motors shares how, through its Additive Industrialization Center, it is looking not only to learn how to leverage specific AM technologies for competitive advantage, but, more broadly, to build an ‘AM culture’ throughout its organisation – a formidable educational task by any measure.
Taking a wider view, our next article, on AM and the arts, considers the same goal from a much broader and rather different ‘cultural’ perspective. A discussion on the arts may at first seem conspicuous in an industrially-focused magazine such as Metal AM , but the activities highlighted in both articles serve to achieve the same end result –improved awareness of Additive Manufacturing, be it in an organisation or society.
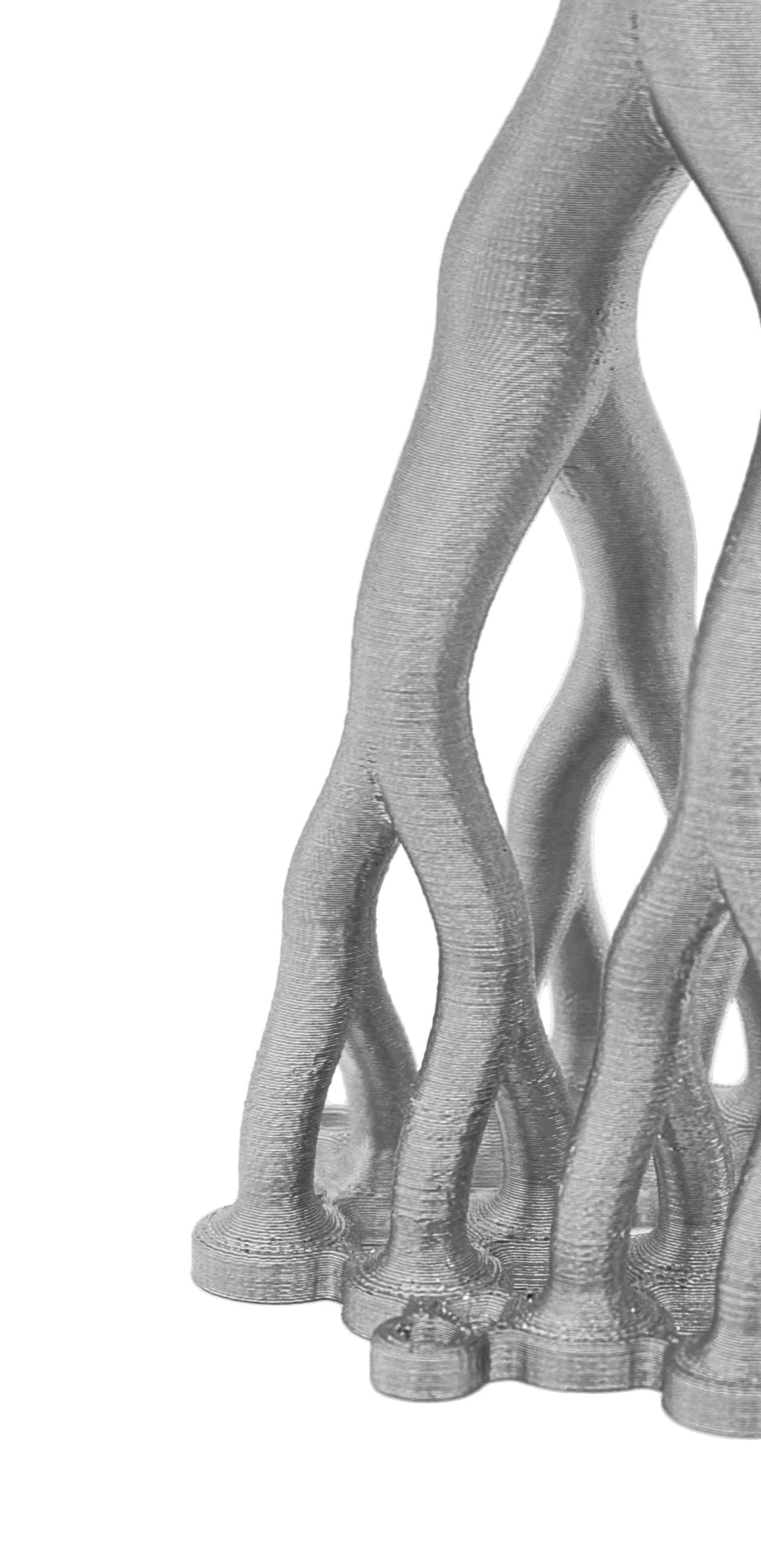
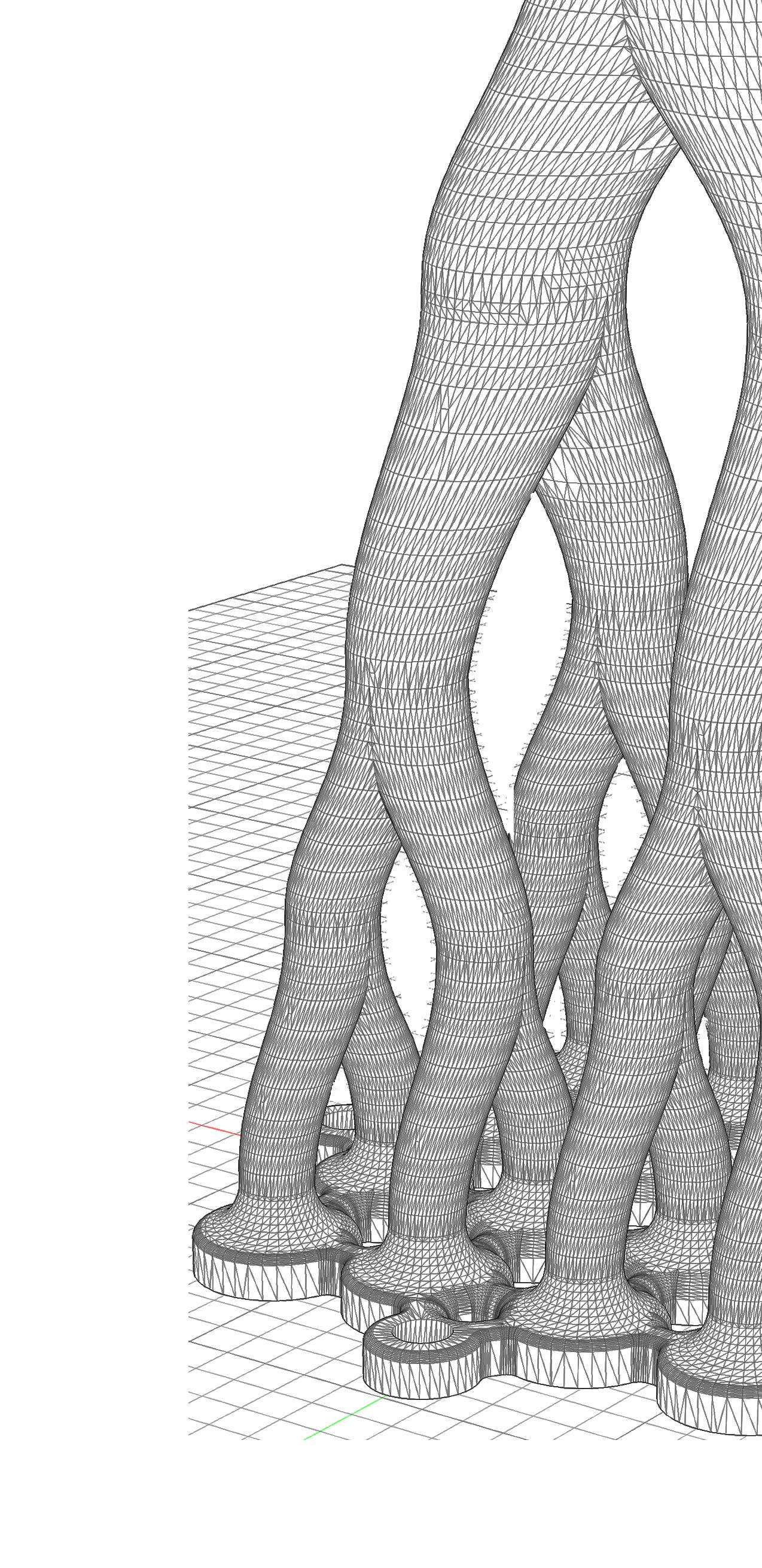
When speaking to people from outside the world of AM about what I do, the almost inevitable comment is “Really, you can 3D print metal?” I have the feeling that if you asked the residents of Amsterdam if they knew that metal could be 3D printed, many would say yes, thanks to public art projects such as MX3D’s bridge, opened by Queen Máxima of the Netherlands and the subject of wide media coverage.
For metal AM to achieve its full potential, members of the public need to be as aware of its existence as they are of machining and casting. I am certain that the arts are a stepping stone to this goal, whilst at the same time having the potential to deliver some unexpected outcomes when the combination of generative design and AM are put in the hands of artists.
Nick Williams Managing Director
Cover image
The MX3D Bridge designed by Joris Laarman Lab, seen from above in MX3D’s workshop during production (Courtesy Joris Laarman Lab)
GETPDF 3 METAL
Metal Additive Manufacturing | Autumn 2022

Contents
135 Revolution, not evolution: General Motors on building an AM culture and the AM Dream Machine

For Additive Manufacturing to succeed in the volume production of components for the mainstream automotive industry, it will not only require the creation of an effective AM culture within automotive producers, but also a radical re-evaluation of what different industries need from AM machine manufacturers.
Jeff Kerns visited GM’s Additive Industrialization Center (AIC), in Warren, Michigan, USA, for Metal AM magazine and spoke at length with the centre’s team about its role in the exploration of AM for automotive, and how new machine designs will increase AM’s success in the automotive industry.
147 The power of Additive Manufacturing in the hands of artists: Public works to small batch production



The importance of, and connections between, the arts and Additive Manufacturing can be unclear. For AM, the greatest challenge is managing and capitalising upon the growing awareness of its role in industry and its impact on society and daily life. Major public works, like the MX3D bridge in Amsterdam, do more to shift public perception of the possibilities AM offers, than any number of industrial successes.
Elizabeth Henry, principal and founder of Henry General Strategies, explores the relationship between the world of the arts and the state of the AM industry, and ponders what benefits can be found when the two are brought together.
GETPDF Metal Additive Manufacturing | Autumn 2022 5Vol. 8 No. 3 © 2022 Inovar Communications Ltd 135 169 195176150 Vol. 8 No. 3 © 2022 Inovar Communications Ltd
>>>
>>>
Regular features... 11 Industry news >>> 218 Events guide >>> 220 Advertisers’ index & buyer’s guide >>>








© 2022 by 3D Systems, Inc. All rights reserved. Specifications subject to change without notice. 3D Systems and the 3D Systems logo are registered trademarks of 3D Systems, Inc. Make your existing better. Make the new possible. Still waiting for the revolution in additive? The wait is over. Visit us at formnext 2022: • Get hands on with our toughest, fastest-in-hand SLS nylon copolymer parts • Experience the quality of SLA parts that print twice as fast and remain stable and strong for years • Be stunned by large 1:1 scale molds printed at up to 10 times the usual speed at a fraction of the cost • Find out why the world’s most demanding industries turn to us to produce one million complex metal parts a year Talk to an expert at Booth #D11, Hall 11.1 at Formnext Nov. 15-18, 2022 | Messe Frankfurt, Germany
159 Growing momentum and broadening recognition: A status update on the rise of Electron Beam PBF
In the Summer 2020 issue of Metal AM magazine, Joseph Kowen presented a snapshot of the Electron Beam Powder Bed Fusion industry. The conclusion was that the full potential of the technology was, as yet, unrealised, and that PBF-EB had considerably more promise than the level of commercial activity seemed to suggest.
Two years later, Kowen returns to the topic to offer an update on the progress of the PBF-EB field over the intervening period. He assesses the growing level of activity to provide an updated estimate on where the technology, and its commercialisation, is headed. >>>
173 Improving carbon capture efficiency through Additive Manufacturing in the race for a liveable climate
An important technology in the fight against climate change is carbon capture, able to separate CO 2 from the air and convert it into useful products.
To ensure that they do not add to the problem they are designed to address, carbon capture systems must operate at extreme efficiency, and require a complex system of heat exchangers, condensers, gas separators, and compressors, ideally suited to metal Additive Manufacturing.
Scott Green and Dakota Black, 3D Systems, Matthew Atwood, AirCapture LLC, and Christopher L Douglas, University of Oxford, demonstrate how carbon capture efficiency can be improved through AM. >>>
185 The System of AM Systems: How Metal Powder Works’ in-process powder production could change metal AM
Many in the Additive Manufacturing industry have spoken on the importance of taking a holistic view of the workflow, from powder production to part finishing. Viewing the workflow in this way enables a systems engineering approach, joining the complex machines and processes involved in AM together. But what if we were able to combine steps from across the AM workflow? What cost, time and safety improvements might that enable?
John Barnes presents his DirectPowder™ process, developed in partnership with Christopher Aldridge. >>>
195 The next generation: Using metal AM to drive emissions reduction and educate the engineers of the future
Metal Additive Manufacturing is a foundational technology for power generation, supporting the prototyping, testing, and design of gas turbines, as well as opportunities in repair and new components. The technology’s future is also dependent on educating a new generation of engineers.
Ohio State University’s Center for Design and Manufacturing Excellence (CDME), leading efforts to mature AM through the formation of an ecosystem of partners, has formed a collaboration with Siemens Energy and Engie to explore these topics and provide its students with experiential learning in metal AM. >>>
GETPDF Metal Additive Manufacturing | Autumn 2022 7Vol. 8 No. 3 © 2022 Inovar Communications Ltd
AM



Contact us TEKNA.COM
METAL POWDER MANUFACTURER Plasma Quality Powder Traceability Industrial Capacity AS9100 and ISO 9001 CHARACTERISTICS Additive Manufacturing Metal Injection Molding Hot and Cold Isostatic Pressing Thermal and Cold Spray APPLICATIONS Subscribe to our mailing list www.tekna.com/webinars
203 Advances in the AM of refractory metals and hard materials at the 20 th Plansee Seminar
As Additive Manufacturing sees growing use in a broader range of industries, researchers have been increasingly focused on expanding the types of material that can be processed via this technology, including the challenging field of refractory metals and hard materials.

The AM research featured in the programme of the recently held Plansee Seminar represents the cutting edge of what is possible with these materials using the most advanced manufacturing processes. Here, Bernard North collates the seminar’s takeaways on the suitability of these materials for direct Additive Manufacturing processes.
213 Additive Manufacturing needs you: Why you and your company should get involved in standards development
The development and communication of standards is vital to building customer confidence and trust in Additive Manufacturing, and it is only by building that trust that the industry can advance its adoption across a wider range of markets and applications.
In this article, Khalid Rafi, ASTM International, and Shane Collins, Wohlers Associates, highlight the importance of standards, outline the standards development process, and explain why individuals employed within the AM industry should seek to involve themselves in this process.
Advertisers’ index & buyer’s guide
Our advertisers’ index serves as a convenient guide to suppliers of AM machines, materials, part manufacturing services, software and associated production equipment.
In the digital edition of Metal AM magazine, available at www.metal-am.com, or via the Metal Additive Manufacturing app, simply click on a company name to view its advert, or on the weblink to go directly to its website.
GETPDF Metal Additive Manufacturing | Autumn 2022 9Vol. 8 No. 3 © 2022 Inovar Communications Ltd
>>>
>>> Regular features... 11 Industry news >>> 218 Events guide >>> 220
>>>
The

has arrived

Metal Additive Manufacturing | Summer 202110 © 2021 Inovar Communications Ltd Vol. 7 No. 2
future
The DMP/PRO is here: a fast, accurate and versatile 3D printer that uses binder jetting technology, enabling volume production of everything from industrial components to medical and consumer products. Meet us at FORMNEXT, Hall 12 0 Booth C127, 15 18 Nov 2022 Digital Metal® – a Markforged Group company •Groundbreaking 3D printhead 70,400 print nozzles ejecting 2 pL droplets, delivering speed and precision. •Repeatable and reliable Linear motors, air bearings stable, and robust diabase platform for high accuracy and tight tolerances. •High productivity Capable of printing 1,000 cm3 per hour and managed via a custom-built software platform, the DMP/PRO is designed for unbeatable productivity. Check out all the benefits at digitalmetal.tech/dmppro
Industry news
Nikon gets serious with €622M SLM Solutions takeover bid and increased stake in Hybrid and Optisys
Japan’s Nikon Corporation is making a bid to become a leading provider of metal Additive Manufacturing tech nology, following its move to acquire Germany’s SLM Solutions and news of further investments in US-based Hybrid Manufacturing Technologies Global and Optisys.

In September this year, SLM Solu tions Group AG, based in Lübeck, announced it had entered into an investment agreement with Nikon Corporation as part of a voluntary public takeover of SLM. SLM’s key shareholders, Elliott Advisors UK Limited, ENA Investment Capital and SLM’s founder Hans-Joachim Ihde were reported to support the transaction, with outstanding SLM shareholders being offered €20 per share. At the time, Nikon had already secured 61.1% of the total share capital of SLM, with the total trans action being valued at some €622 million.
“By acquiring SLM Solutions, Nikon is taking an important step towards our Vision 2030,” stated Toshikazu Umatate, CEO of Nikon. “We are focused on digital manufacturing as a growth driver and will create value through the promising market of metal Additive Manufacturing for our stakeholders. 3D printing will revolutionise mass production by enabling our clients to manufacture highly complex parts, and reduce cycle time, carbon emissions, energy costs and waste.
Nikon and SLM Solutions share the vision that our technology-driven innovation will transform the future of manufacturing. This acquisition
will be key to growing our digital manufacturing business.”
In its Vision 2030 statement, Nikon set out the aim to become a key tech nology solutions company. It stated that growth in digital manufacturing can best be achieved by the adoption of metal Additive Manufacturing, and with the acquisition of SLM expanding Nikon’s portfolio of metal AM tech nology, it will enable Nikon to offer new solutions, win new business and expand its customer base.
It was stated that the takeover offer will not be subject to a minimum acceptance threshold. Completion is contingent on foreign investment control clearances, no insolvency of SLM, and no capital measures other than for certain exceptions. Subject to the review of the offer document, the SLM Management and Supervisory
Board intend to recommend that SLM shareholders accept the take over offer and have also committed to accepting the takeover offer for any shares held by them.
“Nikon has more than a century of history in developing cutting-edge opto-electronic technology and preci sion equipment,” commented Sam O’Leary, SLM’s CEO. “I am excited for SLM to partner with Nikon to further extend our technology leadership position. We believe this transaction and partnership is very beneficial for all our stakeholders – shareholders, employees and customers alike.”
It was stated that SLM will continue to be led by its current senior management team. Nikon intends to finance the public take over offer with available cash and following the closing of the transac tion intends to examine whether to delist SLM. Nikon has committed not to initiate the conclusion of a domination and/or profit and loss transfer agreement for at least three years.
| contents | news | events | advertisers | print sub | e-newsletter | GETPDF Metal Additive Manufacturing | Autumn 2022 11Vol. 8 No. 3 © 2022 Inovar Communications Ltd
Nikon Corporation will become a leading provider of metal Additive Manu facturing technology following its acquisition of SLM Solutions (Courtesy SLM Solutions)
Nikon’s background in Additive Manufacturing
The move to acquire SLM Solutions is not Nikon’s first venture into the Additive Manufacturing industry. The company has developed a series of powder-based Directed Energy Depo sition (DED) Additive Manufacturing machines, releasing the first of its Lasermeister range in 2019. These metal AM machines incorporate highprecision lasers to perform DED, laser marking and welding in a single machine. In 2021, Nikon also gained a majority share in Morf3D, an AM service bureau for the aerospace, space and defence industries based in El Segundo, California, USA.
In addition to Additive Manufac turing production equipment, Nikon offers a range of ancillary systems suited to quality assurance and non-destructive testing of AM compo nents. These include 3D metrology solutions as well as X-ray and CT inspection systems.
Further investments
Two weeks after the news of Nikon’s plan to takeover SLM Solutions, the company announced further investments in Hybrid Manufac turing Technologies Global, Inc. (HMT), Texas, USA, and Optisys, Inc., Utah, USA.
Hybrid Manufacturing Technologies
HMT enables users to integrate Additive Manufacturing tools onto a variety of platforms, enabling comple mentary technologies in a single setup. Utilising its patented AMBIT deposition heads, users can switch from cutting to adding metal via a tool change. Nikon’s investment in HMT is expected to enable the two companies to leverage their combined experience to further expand the hybrid manufac turing landscape.
“This investment in HMT is the latest component of our Next Genera tion Project programme to further industrialisation of digital manu facturing,” stated Yuichi Shibazaki, Nikon Corporate vice president and General Manager of the Next Genera tion Project Division. “As an industry leader with demonstrated collabora tive capabilities, HMT and its AMBIT portfolio are well-matched with Nikon technologies. We look forward to working with them as part of our commitment to creating value and advancing society through novel industries like hybrid manufacturing.”
Optisys
Optisys is a manufacturer of metal additively manufactured antennas for commercial and government applica tions. The company utilises integrated
Markforged acquires Digital Metal from Sweden’s Höganäs
Markforged, headquartered in Watertown, Massachusetts, USA, has announced that it has successfully completed the acquisition of Digital Metal from Höganäs AB, Sweden, for around $32 million in cash, 4.1 mil lion shares of Markforged common stock and approximately $1.5 million in cash to settle intercompany balances. Digital Metal, and its team of professionals, will continue to operate under the Digital Metal brand as a subsidiary of Markforged.
Founded in 2003, Digital Metal was a wholly-owned subsidiary of Höganäs AB and developed a proprietary Binder Jetting technology reported to enable
the production of highly complex, precision metal components with superior surface finish, part quality and reliability. The company’s BJT capabilities for production-grade parts enable manufacturers to produce high volumes of functional metal parts from a variety of metals, including stainless steels, titanium and copper.
Digital Metal machines have been used to produce hundreds of thousands of parts, including parts for leaders in consumer products, academia, and the automotive indus try. Markforged sees significant opportunities to further accelerate Digital Metal adoption through
design, manufacturing and test processes to deliver cost-effective, bespoke solutions within a shorter development time. The investment with Optisys is anticipated to enable Nikon and Optisys to boost the utilisation of metal AM for applica tions, including high-performance antennas and other RF products.
“Nikon’s investment and exper tise in Additive Manufacturing and advanced manufacturing tech niques gives Optisys access to an ecosystem where we will be able to produce high-performance printed antennas in commercial volumes,” stated Janos Opra, CEO of Optisys. “This will enable Optisys to bring additive manufactured antennas into the mainstream for the most demanding market segments in both commercial and government appli cations.”
Shibazaki concluded, “Optisys’ industry leadership and precision design and manufacturing capabili ties are well-aligned with Nikon core technologies and our vision for the future. We look forward to part nering with their team to expand the Additive Manufacturing horizon.” www.slm-solutions.com www.hybridmanutech.com www.optisys.com www.nikon.com
integrated software capabilities and a global go-to-market engine.
“We are excited to successfully complete the acquisition of Digital Metal, and officially welcome its team to Markforged,” stated Shai Terem, president and CEO of Mark forged. “Together, we will continue advancing our vision for distributed manufacturing by bringing the high volume production of precise metal parts directly to the point of need.
By integrating Markforged’s software capabilities and global go-to-market engine with Digital Metal’s precise and reliable Binder Jetting solution, we expect to unlock significant oppor tunities to further accelerate Digital Metal adoption into our existing and future customers.” www.markforged.com www.digitalmetal.tech
Metal Additive Manufacturing | Autumn 202212 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
Welcome to the future of additive manufacturing. The Xerox® ElemX™ 3D Printer operates with standard aluminum wire feedstock and replaces the need for hazardous powders in production environments. Depositing molten liquid at 850°C directly onto a metal build plate enables the ElemX to bypass sintering or shrinkage challenges. With shorter cycle times and more reliable parts, the Xerox ElemX is making on-demand manufacturing a reality for our customers today.




Simpler. Safer. Stronger.





INTRODUCING A NEW ERA OF ADDITIVE MANUFACTURING. © 2022 Xerox Corporation. All rights reserved. Xerox®, Elem® and ElemX® are trademarks of Xerox Corporation in the United States and/or other countries. Scan to subscribe to the latest about Xerox ElemX Liquid Metal 3D Printing and learn more at Xerox.com/3Dprinting
and







107 Commerce Road | Cedar Grove, NJ 07009 USA | +1 973.239.6066 | elnik.com Elnik’s innovations and experiences in all areas of temperature and atmosphere management have led us to become the leaders for the Batch-based Debind and Sinter equipment industry. We have applied these core competencies across a wide variety of industries through our 50 year history and look forward to the emergence of new technologies that will continue to drive demand for new innovative products. We offer: First Stage Debind Equipment (Catalytic, Solvent, Water) Debind & Sinter Furnaces (All Metal or Graphite) Elnik’s experienced team is driven to be the only partner you need for all your MIM and Metal AM equipment for 2022 and beyond. Quality, Experience
Customer Relationships We are driven by these values.
HP launches modular Metal Jet S100 Solution for Binder Jetting
HP Inc., Palo Alto, California, USA, has announced that its Metal Jet S100 Solution for metal Binder Jetting (BJT), featuring multiple modules for the BJT workflow, including depowdering and curing, is now commercially available. The announcement was made during the 2022 International Manufacturing Technology Show (IMTS), where HP showcased its metal Additive Manufacturing technology.
Designed for the mass production of additively manufactured parts, the Metal Jet S100 Solution provides high-volume production capabilities and is available to purchase as part of an integrated workflow via a subscription and service offering, with the company claiming “an unprecedented level of technical and business advantages for customers, helping them achieve their goals for business transformation.” The modular solution enables build units to be transferred between four different stations, meaning users can continually run production at scale for mass metal production.
These four ‘stations’ include the Metal Jet S100 Powder Management Station, HP Metal Jet S100 Printer, HP Metal Jet S100 Curing Station and the HP Metal Jet S100 Powder Removal Station. Notably, the powder removal station enables automated powder removal as an integrated step
in the workflow, and can be tailored to the specific needs of different applications. Sintering equipment, for the final stage in the BJT workflow, is available from third-party providers.
“We are witnessing entire indus tries, from industrial to consumer, and healthcare to automotive, looking to digitally transform their manufac turing processes and supply chains in a world where volatility is the new normal,” stated Didier Deltort, president of HP’s Personalization and 3D Printing business. “As the promise of Additive Manufacturing takes hold, HP has become a trusted partner to help speed the path to production. The introduction of our new Metal Jet commercial solution, along with innovative collaboration with market leaders like Schneider Electric, is delivering the blueprint for more sustainable, reliable, and efficient manufacturing.”
Ramon Pastor, Global Head and General Manager of 3D Metals, HP Inc, commented, “Since announcing the breakthrough Metal Jet tech nology in 2018, we have been working to develop the industry’s most advanced commercial solution for 3D metals mass production. 3D printed metal parts are a key driving force behind digital transformation and the new Metal Jet S100 Solution provides a world-class metals offering for our customers, from the first designs
right through to production, but more importantly, helps them to realise the unlimited potential for digital manufacturing.”
Among recent Metal Jet success stories highlighted by HP at IMTS was its customer Schneider Electric, which used the company’s Metal Jet technology, along with production support from GKN, to produce a new filter that was used on Schneider Electric’s NSX breaker. The filter could not have been manufactured using conventional methods due to the complexity of the final shape in the material selected. HP Metal Jet technology is reported to not only have facilitated the design of new power filter shapes that reduce gas, pressure, and heat impact in a more limited space, but also resulted in significant productivity gains and environmental benefits.
Michael Lotfy, SVP of Power Products & Systems, North America, Schneider Electric, added, “We are excited about the new possibilities for our business as a result of this collaboration with HP. We are constantly in pursuit of solutions that will enable more sustainable, agile innovations development. Leveraging HP Metal Jet our teams have deliv ered a proven use case showcasing the benefits of digital manufacturing and 3D printing, and we look forward to uncovering many more applica tions that meet the evolving demands from our customers addressing the challenges around sustainability and Electricity 4.0.” www.hp.com
HP’s new Metal Jet S100 Solution for metal Binder Jetting, which features multiple modules including depowdering and curing, is now commercially available (Courtesy HP)

Metal Additive Manufacturing | Autumn 2022 15Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFIndustry News
VulcanForms raises $355 million capital, unveils new facility for fleet of 150-laser PBF-LB machines
VulcanForms, an MIT-born company based in Burlington, Massachusetts, USA, that builds and operates advanced digital manufacturing and Additive Manufacturing infrastruc ture, has announced it has raised $355 million and is now valued at over $1 billion. VulcanForms’ inves tors include Eclipse Ventures, Stata Venture Partners, Fontinalis Part ners, D1 Capital Partners, Standard Investments, Atlas Innovate, Boston Seed Capital, Industry Ventures, and the Simkins Family. The company also revealed its first two digital production facilities, in Devens and Newburyport, Massachusetts.
The Devens facility, VulcanOne, is powered by a fleet of VulcanForms’ proprietary 100-kilowatt class Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machines, reported to feature 150 gantrymounted lasers each, totalling over two megawatts of laser capacity between them. In addition to its fleet of PBF-LB machines, the Devens facility incorporates heat treatment, precision machining, assembly and inspection.

The company expanded its capabilities through the acquisition of Arwood Machine Corporation in Newburyport, Massachusetts. The end-to-end workflow enabled by these facilities and acquisitions is said to enable VulcanForms to deliver engineered components and assemblies, designing and operating a digital-first process chain tailored to each of its customers’ needs.
According to VulcanForms, manufacturers perform nearly 60% of US private sector R&D and every dollar spent on manufacturing contributes an additional $2.79 to the US economy; this is said to be a higher multiple than that of any other industry. However, manufac turing employment in the US has dropped over 40% since 1980, while wages and capital investment have been largely stagnant. Partially, this has been due to offshoring, displacing critical manufacturing know-how and infrastructure to other countries.
Today, said VulcanForms, digital-first production technologies such as Additive Manufacturing
are enabling the building of more innovative, resource-efficient and resilient supply chains. “By scaling advanced digital manufacturing, we can create a new era of US innovation and economic growth,” explained Martin C Feldmann, VulcanForms’ co-founder, president & CEO. “We’ve recognised a game-changing opportunity when Additive Manufacturing technology is scaled for industrial production and is seamlessly integrated with automated machining and robotics. VulcanForms has built the physical infrastructure and digital workflows to deliver this full-stack manufac turing solution at unprecedented speed, precision, quality, and scale.”
“Our technologies, combined with our team of engineering and operations leaders from Google, General Electric, Pratt & Whitney, Precision Castparts, IPG Photonics, Faro Technologies, Schlumberger, Alcoa, Autodesk, among others enable our customers to innovate, grow and deliver sustainable impact faster,” he stated.
Founded in 2015, VulcanForms’ current customers include leading companies in the aviation, space, defence, medical, semiconductor, and other critical industries. The company supplies over a dozen US Department of Defense (DoD) programmes, including the F35 Joint Strike Fighter and Patriot Air Defense System, has delivered thousands of components for the semiconductor industry, and is enabling innovation in medical implants.
“VulcanForms brings forth metal Additive Manufacturing as a scalable industrial process, and as a cornerstone of breakthrough digital production systems,” stated John Hart, VulcanForms’ co-founder, also a Professor of Mechanical Engi neering at MIT. “Integrated digital production facilities are critical infrastructure which will accelerate domestic and global innovation and draw top talent to the manufacturing sector.”
www.vulcanforms.com
Metal Additive Manufacturing | Autumn 202216 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
VulcanForms’ facility in Devens, Massachusetts (Courtesy VulcanForms)

Surface finishing Metal Polymers Cleaning S1 WET – THE VERSATILE WET BLAST SOLUTION FOR CLEANING AND SURFACE FINISHING www.solutions-for-am.com 80 years of experience in surface finishing | Made in Germany 400 m² best in class test lab | Worldwide offices & service A brand of the Rösler Group READY FOR INDUSTRY 4.0
Eplus3D relocates Chinese headquarters and opens German facility as demand grows
Eplus3D, based in Hangzhou, China, has moved its headquarters to a new facility to accommodate an increased capacity for research and development, production, marketing and sales. With over 23,000 m 2 of floor space, the company’s new headquarters will also be used as a demonstration facility and is equipped with its range of Laser Beam Powder Bed Fusion (PBF-LB) metal Additive Manufacturing machines, including the EP-M650, EP-M450H, EP-M260, EP-M300 and EP-M150. From here, the company will provide metal Additive Manufacturing solutions, proof of concept development, consulting services and training to customers in the aerospace and aviation, automotive, medical, machinery and tooling industries.
Eplus3D was founded in 2014 and has been actively engaged in research and development of industrial-grade Additive Manufacturing technologies, having both metal and polymer machines in its portfolio. The company’s AM machines have been exported to more than forty countries and can be found in regions such as Europe, America, Japan, South Korea and Southeast Asia.

To further expand its European reach and support customers across the region, Eplus3D recently opened a European office in Ludwigsburg, Germany. The new facility, with over 600 m 2 floor space, is equipped with a dedicated Additive Manufacturing workspace, a showcase of additively manufactured parts, offices and conference rooms. The Ludwigsburg site will be home to dedicated sales and support teams. It will be used as a regional demonstration facility as well as providing customer training, application development and consulting services. Eplus3D will also supply customers with spare parts and consumables from the more localised warehouse.
“Opening a German subsidiary is a major milestone, which [illustrates] the prospects for robust and rapid growth harboured by the European market. Our German team will provide fantastic local service, support our customers and partners efficiently,” stated Mary Li, CEO of Eplus3D GmbH. “The German subsidiary is the logical step in Eplus3D internationalisation process as we look to strengthen and industrialise the Additive Manufac turing solution globally.”
In addition to the official opening of the Ludwigsburg
Eplus3D hosted its first Global Partners Meeting.
two-day event welcomed forty international partici pants who were given the chance to view Eplus3D’s metal Additive Manufacturing machines and AI-powered manufacturing operating system in person.
© 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
offices,
The
www.eplus3d.comVisit us at booth 120 - E39 Any metal or alloy based on Spherical and pore free metal powder with outstanding quality and flowability Argon atomization with narrow and reproducible PSD of 5 20, 15 45, 20 63 and 45 106µm Request an offer at sales@hq.metalpine.at YOUR PARTNER FOR HIGH QUALITY METAL POWDER www.metalpine.at 29 Cu 26 Fe 28 Ni 22 Ti 42 Mo 74 W THE ART OF SPHERICAL POWDER
Let’s grow together.
Metal


15-18 November Frankfurt, Germany Stand E81 - Hall 12.0 Visit us at
Additive Manufacturing is an innovative, smart, and sustainable technology that enables new business models Thanks to our solutions and all the exclusive related services, you can grow your business with greater efficiency and creativity. Do you want to try it?



AML3D expands Additive Manufacturing contract with Boeing in move towards AS9100D accreditation
AML3D Limited, Edinburgh, Australia, has announced it has expanded its contract with Boeing to include a next phase of additively manufactured aluminium test parts in the form of prototype components. The deal increases the value of the original purchase contract by 150%.
The decision to expand the scope of the order follows an initial contract with Boeing in June 2021 to supply an additively manufac tured tooling component. This contract was followed by Boeing’s Director of Additive Manufacturing inspecting AML3D’s facilities in March 2022 and a second purchase contract, amounting to AUD $140,000, for structural aluminium test parts in July 2022.
“This expanded purchase contract with Boeing demonstrates the growing momentum in our commercial relationship with one of the world’s largest aerospace companies,” stated Andrew Sales, AML3D Managing Director.
The company uses its propri etary Wire Additive Manufacturing (WAM®) process, also known as Wire Arc Additive Manufacturing (WAAM), a wire-based form of Directed Energy Deposition (DED), to produce medium- to large-scale structural components. The parts produced for Boeing are typical of those used for structural ‘fly’ components and will undergo an intensive testing programme that is said to be comparative to the requirements of AS9100D quality assurance.
“AML3D has already demonstrated to Boeing that our proprietary WAM® 3D metal printing technology produces high quality parts on time and to specification. The expanded purchase contract is strategically important as it moves AML3D towards being embedded into Boeing’s supply chain, which
aligns with the delivery of our growth targets for the aerospace sector.”
The expansion of the Boeing contract is said to add additional momentum to AML3D’s strategic push into the aerospace and defence sectors, and underpins
progress towards the imple mentation of the Aerospace Quality Management System, AS9100D:2016 accreditation. This qualification will enable the company to manufacture ‘fly parts’ for use in aircraft, and, when fully implemented, AML3D states that it will be only the second wire-based DED Additive Manufacturing company in the world to achieve this quality standard. www.aml3d.com

From Powder to Performance
Metal Additive Manufacturing | Autumn 2022 21Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFIndustry News
Formnext BoothHall202212.1D101 ZEISS Additive Manufacturing Solutions is a holistic quality assurance solution that provides a comprehensive understanding of component quality and causes of failure, drives sustainable process improvements, and sets standards for future series production. www.zeiss.com/metrology/solutions/additive-manufacturing.html
ZEISS
Additive Manufacturing Solutions
rs and Power
Your oxygen sensors supplier




















Nano Dimension acquires 12% stake in Stratasys


Nano Dimension Ltd, Waltham, Massachusetts, USA, has announced that it now owns 12.12% of the outstanding ordinary shares of Stratasys Ltd, headquartered in Eden Prairie, Minnesota, USA, and Rehovot, Israel. Stratasys provides Additive Manufacturing and materials solutions, a software ecosystem and parts on demand. The company recorded revenues of $521 million and $607 in 2020 and 2021 respectively.
“The purpose of Nano Dimension in buying Stratasys shares is the formation of a strategic investment in a market-leader which is wellestablished in a relatively seasoned market segment, while Nano Dimension’s disruptive technologies in AME and 3D metal printing supply its shareholders with value created by accelerated growth and expansion curves,” commented Yoav Stern, chairman and Chief Executive Officer of Nano Dimension.
Experts in oxygen sensing:

“Hence, an investor in Nano Dimen sion will gain from its value creation in ‘blue ocean’ type AM sectors plus having strategic upside from invest ment in Stratasys, which enjoys a commanding presence in large, stable more mature, mostly polymer-based AM technologies,” Stern continued. “In contrast, Nano Dimension’s material development thrusts and business model strategy are centred around metals with electro-mechanical conductive parameters, metals with superior mechanical qualities, dielectric material, and printing of multi-dimensional electronic devices and mechanical parts.”
“Incidentally, we may increase or decrease our investment in Stratasys, subject to market conditions and other economic factors, while keeping it under the framework and envelope which will evolve from the description above,” Stern concluded.
www.nano-di.com www.stratasys.com
AM 4 AM announces development of high-strength aluminium alloy powder for Additive Manufacturing






AM 4 AM, Foetz, Luxembourg, has launched HiPerAl, its new highmechanical strength aluminium alloy developed specifically for laser-based Additive Manufacturing processes. The alloy is a zirconium derivative of a 7000 series aluminium powder produced by the company’s patented cold plasma treatment, and is said to eradicate issues with cracks and porosities that can occur when processing aluminium.
“After three years of development, we are proud to present our first material, HiPerAl,” stated Maxime Delmée, CEO and founder. “This alloy has been developed in the frame of a Horizon 2020 European project and will be dedicated to lightweight appli cations that require high mechanical properties such as aeronautic, space

and automotive. This material has been designed thanks to our atmos pheric and cold plasma process which we will use to develop tens of new alloys in the forthcoming years.”

“We consider that the major part of the alloys used in conventional industry are not adapted to Additive Manufacturing and that we have to develop new ones that will be more suitable to these processes in term of element vapourisation, oxidation, reflectivity or cracks formation. HiPerAl has been designed taking these phenomena into account in order to reach best quality parts for our customers,” Delmée concluded.
AM 4 AM expects commercial production and delivery of HiPerAl to begin in Q1 2023. www.am-4-am.com
Metal Additive Manufacturing | Autumn 202222 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
Angst+Pfister Sensors and Power Zurich | Munich sensorsandpower.angst-pfister.com sensorsandpower@angst-pfister.com Please visit us at Booth 417, Hall B3, November 15 18, Munich, Germany Customer specific enquiries welcome
• Oxygen sensors and modules – optical, electrochemical, zirconium oxide and paramagnetic sensing technologies • Sensors and sensor combinations for process and safety control • ppm levels of oxygen and up to 100% of oxygen • High signal resolution read-out electronics • Operational lifetime > 5 years Senso
AM Ecosystem
From part design to finished product.
Comprehensive solutions for 24/7 additive part production Increase your production capacity and throughput with the industry’s leading turnkey solution for additive manufacturing. Easy to integrate with conventional manufacturing equipment and capable of handling everything from part design to serial production, GF Machining Solutions’ additive ecosystem works together seamlessly for cost-effective additive part production.





Learn more at www.gfms.com

GF Machining Solutions
3DXpertTM All-in-one software Optimized print parameters database System 3R Tooling for AM Global Centers of Competences
Machining
operations MILL S 400 U Wire-EDM parts separation CUT AM 500 Laser Powder Bed Fusion DMP Flex 350 Dual
Kurtz Ersa, headquartered in Kreuz-Wertheim, Germany, now offers a multi-axis, multi-laser Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing machine it calls the Flying Ray. The new machine features eight lasers on eight arms with a 45° swivel range, enabling Additive Manufacturing to take place in overlapping work areas.
The Flying Ray reportedly has a build rate of up to 500 cm 3/h, position accuracy of +/- 25 μm, and a path speed up to 1 m/s. With a modular design, customers can specify the number/strength of lasers (50—400 W); the number, length of and distance between axes; and the desired overlap areas of the swivel arms.
The company states that the Flying Ray is suitable for building components, tool & mould making and small-batch Additive Manufacturing. It has applications in research and education, aerospace, medical technology, and automotive. Currently, the machine is capable of processing stainless steel, tool steel and aluminium. www.kurtzersa.com
Materialise acquires Identify3D to enhance security of CO-AM
Materialise NV, Leuven, Belgium, has acquired the software company Identify3D, headquartered in San Francisco, California, USA, which develops software to encrypt, distribute and trace the flow of digital parts across complex supply chains.
Data security and integrity are key for companies that want to retain control over their design and production data, as they transition from a centralised production model to multiple digital production sites, closer to their customers. The Identify3D product suite encrypts, distributes and traces the flow of digital parts, preventing counterfeits and aiming to ensure that maliciously or inadvertently modified, substandard or uncertified parts cannot enter the physical supply chain. Additionally, it allows designers and manufacturing engineers to couple designs with specific production criteria, such as a designated user, a type of machine or material to control the production process and to meet the original manufacturing specifications.
We Make Sifting Operations Better. Introducing the HK Additive Material Sieving Station

The quick & easy sieving solution for additive manufacturing applications

Perfect for small to medium batch sizes
Simple, user-friendly operation
Made in the USA
How It Works:
combination
The Materialise CO-AM software platform gives manufacturers cloud-based access to a full range of software tools that allow them to plan, manage and optimise every step of the Additive Manufacturing process. The acquisition of Identify3D allows Materialise to add an additional security layer to CO-AM, reportedly making it the most robust and secure software platform for manufacturers that are looking to scale up their AM operations as part of a digital and distributed production environment.
“We believe that the factory of the future will not be a single, central location,” stated Fried Vancraen, CEO of Materialise. “Instead, future manufacturing, enabled by smart technologies like 3D printing, will take place at multiple digital production sites, distributed around the world, closer to customers. But this will only be possible when companies are sure that their design and production data remains secure. This acquisition allows manufacturers to secure the flow of digital parts and maintain a competitive advantage.”
System
The Materialise CO-AM software platform builds on more than three decades of AM experience and helps companies manage their Additive Manufacturing processes more efficiently. It offers cloud-based access to multiple hardware technolo gies and their preferred tools from Materialise and other software developers. www.materialise.com www.identify3d.com
Metal Additive Manufacturing | Autumn 202224 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
The
of HK’s Ultrasonic Sieving
& vacuum system provides a flexible, high throughput solution that quickly processes virgin powder metal or reclaim powder directly out of a 3D printer bed HKSIEVE.COM • (330) 427-2007 • #PowderSiftPros
Kurtz Ersa adds multi-laser, multi-axis Flying Ray AM machine
TO INDUSTRIALIZE ADDITIVE MANUFACTURING THE RIGHT PARTNER IS EVERYTHING
Our journey with additive manufacturing started 160 years ago... we just didn't know it then. But the material- and process knowledge we've been gathering since, is crucial to control the additive value chain. Through our joint forces with the BEAMIT Group, including 3T Additive Manufacturing, our offering includes the widest range of Osprey® metal powders on the market, leading expertise in post processing and metal cutting, and all relevant print technologies for metals – all under one roof. Together, we drive the shift toward sustainable manufacturing. And when it comes to industrializing additive manufacturing... the right partner is everything.
MEET OUR METAL POWDER AND ADDITIVE MANUFACTURING EXPERTS AT ICAM 2022 | October 31 - November 4 |
Formnext 2022 | November 15-18 |
Space Tech Expo Europe | November 15-17

For m ore information visit AD DITIVE .SANDVIK
amcoe.org/event/icam2022
formnext.com
| spacetechexpo-europe.com
GROB releases Liquid Metal Printing AM machine
GROB Systems, headquartered in Mindelheim, Germany, has released its new GMP300 Additive Manufacturing machine, which utilises what is referred to as Liquid Metal Printing (LMP), a process believed to fall broadly into the ISO/ASTM 52900:2015 category of Material Jetting.
The GMP300 has a build volume of 300 x 300 x 300 mm and features a maximum build rate of 320 cm 3/h. The new machine is currently designed to process aluminium alloy wire feedstock and, as a powder-free machine, is intended to offer a safe, fast option for the metal Additive
Manufacturing of near-net shape components.
According to GROB, its LMP process creates a homogeneous part microstructure with yield points that are the same as – or sometimes even higher than – the values of the starting material. The process’ flex ibility is achieved through the ability to perform quick changes of material without intensive cleaning efforts, made possible by the high variability of the droplet diameter and the fact that the print head and nozzle can be changed during the build-up process.
The productivity rate of the process is primarily made possible by the high build rates that can be achieved using liquid metal, the reduced post-processing effort and the fact that the component costs scale only slightly over the fill level of the building board.
The GMP300 utilises Liquid Metal Printing AM technology (Courtesy GROB Systems)
Aluminium heat sink additively manu factured on the GMP300 (Courtesy GROB Systems)
Sigma Additive Solutions joins Dyndrite Developer Council
Software developer Dyndrite, head quartered in Seattle, Washington, USA, has announced that Sigma Additive Solutions, headquartered in Santa Fe, New Mexico, USA, has joined the Dyndrite Developer Council (DDC).
The DDC is a central component of the Dyndrite Developer Program, which provides tools, resources and community for original equipment manufacturers (OEMs), independent software vendors (ISVs), and service providers developing on the Dyndrite platform. Membership to the council enables vendors to collaborate on standards needed for the industry as a whole, to positively influence technology directions, and to gain early access to new technologies being developed by Dyndrite and other developer council members.
Sigma Additive Solutions specialises in the development and
commercialisation of real-time monitoring and analytics solutions for metal and polymer advanced manufacturing technologies. The company’s PrintRite3D® solution detects and classifies defects and anomalies in real-time during the manufacturing process, enabling significant cost savings and production efficiencies by reducing waste, increasing yield and short ening cycle times. The company’s offerings are machine agnostic and work with most of the leading metal and polymer Additive Manufacturing machines.
“We are pleased to be part of the Dyndrite Developer Council,” said Jacob Brunsberg, president and CEO of Sigma Additive Solutions. “Quality starts at part concept and links throughout the additive workflow. Like our own company, Dyndrite shares a common
GROB has highlighted the machine’s suitability for the manu facture of parts such as heat sinks, holders, clamping rings, distributors and spindle covers. www.grobgroup.com

commitment to building a backbone that works across industries and processes. Together, both organisations, and especially the combination of our joint technology, can help accelerate the adoption and scalability of quality in Additive Manufacturing, providing a critical path for the acceleration of additive industrialisation.”
Harshil Goel, CEO, Dyndrite Corporation, commented, “Quality assurance with traceability, repeatability and calibration are critical components of any production manufacturing process. Our materials and process development tools for Laser Powder Bed Fusion are complemented by Sigma Additive Solutions’ technology. We welcome Sigma Additive Solutions to the Dyndrite Developer Council and look forward to working with them in leveraging the Dyndrite Application Development Kit to supercharge their solution.” www.dyndrite.com www.sigmaadditive.com
Metal Additive Manufacturing | Autumn 202226 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News

Contact us today for a consultation Visit us at Formnext Booth 12.0-D01 Part of an advanced and integrated metal additive manufacturing solution that includes print preparation software, hardware, and quality assurance software, Sapphire XC 1MZ is a production-level metal laser powder bed fusion printer that enables the highest levels of quality, innovation, and unprecedented scale and productivity with its eight 1 kW lasers and build volume of 600 mm Ø by 1000 mm z-height. The pathway to printing your most ambitious designs starts with Velo3D. THE NEXT-GENERATION OF 3D METAL PRINTERS - SAPPHIRE XC 1MZ Print tons of innovative designs on the Sapphire XC 1MZ Velo3D and Sapphire, are registered trademarks of Velo3D, Inc. Without Compromise is a trademark of Velo3D, Inc. All Rights Reserved © Velo3D, Inc. Without Compromise

Print today. Parts tomorrow. Make metal with the Rapidia System. Hall 12.0, #E122 Meet us at 1201 Franklin St. Vancouver, BC V6A 1L2 Canada +1 604 267-0199 info@rapidia.com Office-friendly No loose powder or solvents, small footprint Design freedom Fast sintering of thick parts, solid infill. Evaporative support and water-bonding, unlimited geometry Rapid turnaround Printer to sinter, no debinding www.rapidia.com
Xact Metal launches XM300G series of metal Additive Manufacturing machines

Xact Metal, State College, Pennsylvania, USA, has announced the launch of its XM300G series of Laser Beam Powder Bed Fusion (PBF-LB) metal Additive Manufacturing machines. Available in a single, dual, or quad-laser configuration, the mid-size AM machine has a standard build volume of 300 x 300 x 350 mm, upgradable to 300 x 300 x 450 mm.

“With pricing beginning at a US MSRP of $200,000 dollars, the XM300G series is ideal for printing high quantities or large parts where print speed is critical,” stated Juan Mario Gomez, CEO of the company. “Based on the XM200G multi-laser printer platform, the introduction of the XM300G is another example of how Xact Metal continues to combine the requirements of metal powder-bed fusion and advanced technology to establish a new level of price and performance for Additive Manufacturing.”
A selection of 400 W or 700 W independent fibre lasers with complete build plate coverage, and an interchangeable build platform, make the XM300G series well suited to a wide variety of AM applications.
“Xact Metal aims to further expand the use of metal 3D printing in multiple industries including aerospace, automotive, and general manufacturing. The XM300G and XM200G printers are tailored to customers starting their entry into metal 3D printing in various applica tions, including product development, manufacturing, research, and education,” Gomez added.

The company states that it has already received orders for the new XM300G, with shipments scheduled to begin in Q3 2023.
www.xactmetal.com
carbon steel powder designed for Additive
flowability through powder nozzle
powder
Metal Additive Manufacturing | Autumn 2022 29Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF ATOMET™ 1025 • Low
Manufacturing • Good
and good spreadability in
bed • Suitable for different Additive Manufacturing Technologies • To additively manufacture parts with mechanical properties superior to conventional methods • Additional Additive Manufacturing steel powder grades in development qmp-powders.com IATF 16949 Industry News
Xact
Metal has launched its XM300G series of metal AM machines (Courtesy Xact Metal)
Carbon’s acquisition of ParaMatters to enable more complex, higher performance part designs
Additive Manufacturing technology company Carbon, Redwood City, California, USA, has announced the acquisition of software provider ParaMatters. The acquisition expands Carbon’s current software capabilities to include topology optimisation, and will enable product design and development teams to create better products in
less time, using a wide variety of materials and production systems.
A lack of modern design software that can quickly iterate and take advantage of the benefits of Additive Manufacturing continues to constrain the product develop ment lifecycle, states Carbon. The acquisition of ParaMatters is said to address this gap and expand

Carbon’s generative design software capabilities to enable increased automation and the creation of more complex, higher performance part designs. These benefits build on Carbon’s introduction of Design Engine™ earlier this year, which is used by global brands to automate the process of developing latticed parts for production.
“We recognise the critical role software design tools play in our customers’ digital transformation. For far too long, designers have settled for software design tools that adhere to the limitations of traditional manufacturing,” stated Phil DeSimone, co-founder and member of the Office of the CEO.
“Many design tools of yesterday are not optimised to take advantage of industry innovations, including advanced 3D printing materials and manufacturing processes. Both Carbon and ParaMatters have shared the same vision to provide modern tools to ensure product development teams can create better products in less time.”
Craig Carlson, Chief Technology Officer and member of the Office of the CEO, added, “Software is the backbone of our idea-to-production platform and we believe the generative design capabilities from ParaMatters are a key expansion of our design software. By expanding our software capabilities that are optimised for Additive Manufacturing we are empowering a generation of designers and developers to create better end use products with advanced geometries and improved performance characteristics.”
Robert Yusin, chairman & CEO at ParaMatters, concluded, “The ParaMatters team is proud of the software design tools we’ve built to advance Additive Manufacturing. The ability to expand our offering as a part of Carbon’s idea-to-production platform will enable our customers to design and produce better products. As one team, we intend to move the manufacturing industry beyond its current roadblocks.” www.carbon3d.com www.paramatters.com
Metal Additive Manufacturing | Autumn 202230 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News Your strategic partner for thermal processing and supply chain solutions Cleaner Parts Custom HIP Cycles Uniform Rapid Cool Quick Turns Unrivaled Accuracy Aalberts surface technologiesaccurate brazing offers the latest hybrid HIP technology. We are here to meet the needs of AM and other industries that demand high quality, often with aggressive lead times. Relentless in pursuit of excellence. Contact us today for a free quote: info@accuratebrazing.com The One-Stop Shop for HIP, Braze, and Heat Treat www.accuratebrazing.com HIP | braze | heat treat Nadcap AS9100D ISO 9001:2015 ITAR • • • •

WWW.CNPCPOWDER.COM ©2022 CNPC Powder Group Co., Ltd. High Sphericity and Fluidity Low Oxygen and Low Nitrogen Levels High Efficiency for Targeted Particle Sizing Higher Production Output with a much Shorter Production Cycle FROM THE STONE AGE TO THE SPACE AGE COPPER AND COPPER ALLOYS Specialized in Metal Powder
Kevton Technologies buys seven Velo3D Sapphire AM machines



Velo3D, Campbell, California, USA, has announced that Kevton Technolo gies, a subsidiary of Kevton Indus tries based in Houston, Texas, USA, has purchased seven Sapphire metal Additive Manufacturing machines. The purchase was announced during IMTS 2022 and is reported to be one of the largest ever for Velo3D from a contract manufacturer. The first two Sapphire AM machines are scheduled to begin producing parts in Q1 2023.
“Our team is seeing a strong trend towards Additive Manufacturing — especially within the aerospace industry — and our partnership with Velo3D will help us maintain our leadership position as a provider of manufactured parts within all of our key industries,” stated Kevin Nguyen, Kevton Technologies president.


“After meeting with many vendors of

Additive Manufacturing technology, we understood how transformational Velo3D’s fully integrated solution could be for our service offering.”
Kevton Technologies provides its customers with various manu facturing services, including CNC turning, CNC milling, coordinate measuring machine inspections, wire EDM, and other finishing services. The company has a range of certifications which include ISO9000/ AS9100. The company’s new Additive Manufacturing division is expected to continue its legacy within its key industries.

Benny Buller, Velo3D CEO, commented, “Additive Manufacturing is seeing extensive growth right now and we’ve only scratched the surface of the adoption we expect to see over the next decade. Companies

with the foresight to acquire Additive Manufacturing technology now will be much better positioned to grow their market share in the coming years. We’re thrilled to be working with Kevton Technologies to help them establish themselves as a provider of mission-critical, additively manufactured metal parts.” www.velo3d.com www.kevtonind.com


Metal Additive Manufacturing | Autumn 202232 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
Kevin Nguyen, Kevton Technologies president (second from left) and his team with Velo3D staff at the Velo3D booth at IMTS 2022 (Courtesy Velo3D)
Mimete adds nitrogen atomisation option for custom metal powders





Mimete SrL, a division of the Fomas Group, Osnago, Italy, reports that its manufacturing facility can now offer nitrogen as well as argon for the atomisation of metal powders. The company states that due to the increased demand for custom metal powders, and the potential technical advantages nitrogen offers, the decision was made to expand the manufacturing facility’s capacity.
According to Mimete, a number of new alloys specifically developed in partnership with its customers have revealed that manufacturing based on argon gas does not fulfil all the custom er’s technical requirements when compared with nitrogen gas.
Additionally, nitrogen gas is mandatory for some specific technologies and applications, as it provides the perfect chemical composition for the desired mechanical properties during the final stage. The manufacturing plant’s lean design ensures, through a simple switch, a fully automatic changeover of the system, resulting in an elevated degree of efficiency and avoiding contamination.
In order to maintain the highest atomising performance, the vacuum inert gas atomisation (VIGA) system automatically manages the different physical properties between the two gases. Mimete atomisation recipes are custom-made in order to deliver the distinctive properties of each gas (for instance, nitrogen bears lower specific weight and higher cooling capacity) and to achieve the best metal powder characteristics.
As both gases are inert, they are able to reach very low levels of oxidation in the molten and powder forms. Therefore, they







can be employed to equal effect in metal powder manufacturing. The company explains that argon is the gas of choice for manufacturing processes where high purity is required, such as nickel superalloys. Nitrogen is preferred in steel manufacturing dedicated to Hot Isostatic Pressing consolidation as it is soluble in metal.
Andrea Tarabiono, Manufacturing Director of Mimete, commented, “The addition of nitrogen, as an alternative to argon, integrates our starting plant set up, giving us the opportunity to fulfil the specifications of new customers and introduce brand-new alloys that were not feasible before. With a lean process, switching from one gas to the other is simple and straightforward. Moreover, it results in zero contamination between the two gases and enhances our market response.”
www.mimete.com

Metal Additive Manufacturing | Autumn 2022 33Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFIndustry News
WAAM3D launches RoboWAAM largeformat metal AM machine
WAAM3D, Milton Keynes, UK, has announced the launch of its RoboWAAM large-format metal Additive Manufacturing machine. The new machine, featuring sensing hardware and proprietary software, will increase the potential for multimetre metallic part development in aerospace, defence, oil & gas and research communities.
WAAM3D, a company founded by a research team from the UK’s Cranfield University, has been undertaking research and development in the field of Wire Arc Additive Manufacturing, a wirebased Directed Energy Deposition (DED) process, since 2006.
RoboWAAM incorporates a number of innovative hardware features, which are reputed to be the first for large-format metal Additive Manufacturing. The company’s real time ShapeTech™ is an interferometric sensor which reconstructs the 3D profile of the deposited structure, extracting the layer height value all around the component. It is intended to
enable immediate confidence in the consistency of deposition and in the achievement of key geometrical targets, whilst Additive Manufac turing is in progress, removing the need for lengthy laser scans or touch-probe quality checks.
The machine includes doublepoint temperature measurement capability, leading the deposition to ensure consistent build condi tions, and trailing the deposition for in-process parameters checks. Electronic wire positioning also offers increased process stability.
The new RoboWAAM machine has a fume management system (FMS™) with onboard fume confinement, filtration, and treatment. Global shielding for deposition of reactive materials, with fully automatic purging, atmosphere maintenance, and evacuation cycles is included, with the alternative of a new local shielding option for out-of-chamber deposition.
The RoboWAAM system is fed and controlled by WAAM3D’s own software suite, which consists of:
1. WAAMPlanner® which turns a parts pre-form into executable RoboWAAM code. It includes planar and non-planar slicing, 2D and 3D sectioning, and layer grouping. It is capable of tool-path-planning with dedicated Additive Manufacturing approaches and multi-material and multi-process capability

2. WAAMKeys can eliminate defects and keep the layer height under control. It carries out automatic parameter calculations, with advanced thermal compensation modules to achieve a target layer height, regardless of changes in geometrical features
3. WAAMSim, is a simulation software that enables the visuali sation of RoboWAAM’s deposition environment. It includes a virtual, gaming-inspired environment for collision detection and offline tool-path-plan validation
4. WAAMCtrl® is an operating system for RoboWAAM. It incorporates an operator’s dashboard, the component’s digital twin, interac tive data navigation, and historical database with complete build process record (parameter by parameter including all dependent variables, such as temperature and shape), integrated onto WAAM3D’s hardware and sensors
“With the launch of RoboWAAM, we have taken the production of large format 3D metal additive printing to the next level,” stated Filomeno Martina, CEO and co-founder.
“RoboWAAM is capable of processing virtually any material available in the form of wire and it has a maximum build envelope of 2 x 2 x 2 m. This makes it the ideal 3D printing option for new as well as repaired metal components that require high struc tural integrity, cost effectively.” www.waam3d.com
Metal Additive Manufacturing | Autumn 202234 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
The large-format metal AM RoboWAAM from WAAM3D (Courtesy WAAM3D) Advertisers’ index & buyer’s guide Looking for AM machines, metal powders or part manufacturing services? Discover suppliers of these and more in our new advertisers’ index and buyer’s guide, pages 220-226
Innovations in Additive Manufacturing




Metal Additive Manufacturing Tool







JEOL Introduces JAM-5200 E-beam
JEOL builds on more than 6 decades of technology leadership in electron microscopy and e-beam lithography with its new Additive Manufacturing technology for 3D printing. Our technical expertise and dedicated customer support are the basis for this revolutionary new system that o ers: • Long life cathode >1500hrs • Helium-free and smoke-free manufacturing • Automated and remote operation • Series production of high-quality reproducible metal parts • Superior service and fast response times Discover more about the JEOL E-beam Metal AM Machine at Nov 15-18 Booth #Hall 12.0, E119 www.jeol.com
Velo3D announces large-format Sapphire machine for metrehigh parts
Velo3D, Campbell, California, USA, has launched its Sapphire XC 1MZ large-format metal Additive Manufac turing machine, capable of building components up to one metre in height. With a total build volume twice the size of the company’s Sapphire XC, and nine times the size of the original Sapphire, the Laser Beam Powder Bed Fusion (PBF-LB) machine is Velo3D’s largest volume AM machine to date.

The Sapphire XC 1MZ features eight 1 kW lasers and is reported to have an increased throughput of up to 400% over the original Sapphire machine. With a build volume of 600 x 1,000 mm, the new machine was designed based on feedback from customers in the aerospace, energy, and defence industries, with the first systems expected to be delivered to several aerospace companies in late Q3 2022.
“Without advanced metal Additive Manufacturing, it would be difficult to impossible to build many of the technologies that are shaping the future of our world,” stated Benny Buller, founder and CEO, Velo3D. “Our innovative customers have a clear understanding of how the technology can unlock new capabilities for their

The new large-format allows customers to build parts up to one metre in height (Courtesy Velo3D)
businesses and transform their product offerings. New systems, like the Sapphire XC and Sapphire XC 1MZ, support that transformation by significantly increasing throughput up to 400% and lowering costs by up to 75% compared to the original Sapphire.”
The Sapphire XC 1MZ will be compatible with all the materials currently offered by Velo3D, including aluminium F357, Amperprint® 0233 Haynes® 282, GRCop42, Hastelloy C22, Hastelloy X, Inconel® 625, Inconel® 718, Scalmalloy, and titanium 6AI4V Grade 5. www.velo3d.com
Continuous high temperature pusher furnaces
high volume 3D printed metal parts
Metal Additive Manufacturing | Autumn 202236 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News The furnaces have both debind and sinter capabilities 103 Dewey Street Bloomfield, NJ 07003-4237 | Tel: 973-338-6500 | Fax: 973-338-1625www.cmfurnaces.com info@cmfurnaces.com
for
are additive
Metal Additive Manufacturing and Product Development Partner












We are Oerlikon AM
We are integrating and scaling the entire Additive Manufacturing value chain to handle your project from A to Z. We partner with pioneers like you to revolutionize materials and manufacturing.
Come build with us. It’s time to rethink what’s possible in AM.
we
www.oerlikon.com/am
LÖMI and MIMplus join ColdMetalFusion Alliance

























































LÖMI GmbH, based in Grossotheim, Germany, and MIMplus Technolo gies, Ispringen, Germany, report they have joined the ColdMetalFu sion Alliance, an association of industry leaders with experience in Additive Manufacturing, sintering and traditional industrial manu facturing, which aims to provide a range of services to customers in the metal manufacturing industry. The goal is to industrialise Additive Manufacturing through the common standards between sintering and Additive Manufacturing, as well as a common industrial culture and mindset. The ColdMetalFusion Alli ance anticipates future success by bringing together different players in the supply chain, connecting customers to a group of trusted suppliers within the alliance.
LÖMI is a supplier of solvent debinding systems, ranging from tabletop units to fully automatic systems. “Debinding of metal parts is part of our DNA, and we have a long history of collaborating with the industry from large scale chemical site-projects down to producing our renowned all-in-one debinding stations,” stated José Manuel Dias da Fonseca, CEO of LÖMI. “As we join forces with the other ColdMetalFu sion partners, we want to elevate metal Additive Manufacturing to a more robust and reliable alternative to injection moulding. Together with the ColdMetalFusion partners, LÖMI will provide complete industrialised system solutions and deliver its know-how in sintering to the world’s factory floors. We understand ourselves as the industry’s partners.”




MIMplus offers both Metal Injection Moulding (MIM) and Additive Manufacturing services to a wide variety of industries including auto motive, medical, aerospace, precision engineering and jewellery sectors. As a ColdMetalFusion Service Hub, the company will offer a full service to its customers, from development through to series production.

Harald Böck, CEO of MIMplus, stated, “Our machine park and process understanding guarantees a constantly high level of process stability and reliability, as we have been utilising industrialised sintering machines from industry leaders like LÖMI, Carbolite Gero and other ColdMetalFusion members for many years with other PM technologies, allowing customers to be sure of repeatability and part quality now also with metal AM.” www.loemi.com www.mimplus.com www.coldmetalfusion.am

Metal Additive Manufacturing | Autumn 202238 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News ADVANCED HEATING high vacuum, inert gas, hydrogen benchmark for cleanest atmosphere combinded debinding & sintering furnace from laboratory scale to high volume production additive manufacturing technical ceramics powder metallurgy hard metals C M Y CM MY CY CMY K Anzeige_AM_märz22.pdf 6 01.03.2022 15:59:10
Ultimaker announces Metal Expansion Kit for filament-based metal AM
Ultimaker, Utrecht, the Netherlands, a manufacturer of filament-based Material Extrusion (MEX) machines, has announced its Metal Expansion Kit which aims to make metal Additive Manufacturing more accessible and affordable. Users of the new kit will be able to produce components capable of high mechanical stress and thermal resistance, an achievement that would be impossible even with high-performance thermoplastics, states the company.
The Ultimaker Metal Expansion Kit has been developed to remove existing process bottlenecks and limitations by providing users with dedicated items, software features and knowledge to maximise process efficiency and further expand Ultimaker AM machines capabilities beyond thermoplastics.
The kit includes materials that are automatically recognised by the machine’s NFC sensor and enables efficient switching between processing plastic and metal. The technology is powered by Ultimaker Cura, the company’s slicing software, and is compatible with the Ultimaker S5 machine.
“The Ultimaker Metal Expansion Kit is especially suitable for printing non-off-the-shelf parts such as tools, jigs and fixtures, replacement parts, functional prototypes and auxiliary components,” stated Andrea Gasp erini, Product Manager at Ultimaker. “The Kit provides access to a complete and validated 3D printing workflow on an open platform that offers competitive quality and lead times normally only accessible with full in-house metal Fused Filament
Ultimaker has introduced the Metal Expansion Kit, which aims to enable an accessible and affordable metal AM solution (Courtesy Ultimaker)
Fabrication (MFFF) by solutions at a much higher total cost of owner ship.”
“Thanks to the low total cost of ownership and savings up to 90% over small series of not-standard auxiliary components and tools, our early adopters are already realising return-on-investment (ROI) in less than a year,” he added. www.ultimaker.com/metal
IMPROVING ADDITIVE MANUFACTURED PARTS


KITTYHAWK
T IS OS TA TIC PR ES SING
Metal Additive Manufacturing | Autumn 2022 39Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFIndustry News
HO
KITTYHAWKINC.COM
Mantle announces launch of its hybrid toolmaking system
Mantle, headquartered in San Francisco, California, USA, has announced the commercial launch and availability of its metal Additive Manufacturing system developed specifically for the toolmaking sector. Designed to simplify the production of mould and tool compo nents, Mantle’s AM process is said to reduce the time it takes to create tooling by eliminating or reducing many of the operations traditionally required to make precise, durable steel tool components.
Mantle uses its proprietary TrueShape technology – a hybrid Material Extrusion (MEX), CNC and sinter-based process. The system
includes its P-200 Additive Manu facturing machine, built on a CNC platform, that integrates building and machining to produce parts with the accuracy and surface finish required for tooling.
A sintering stage follows using the company’s F-200 furnace. This furnace can sinter multiple parts and will support multiple AM machines. Mantle offers two tool steel materials, H13 and P2X (a steel comparable to P20), said to be durable, stable, and perform like traditional tool steels with secondary operations like machining, polishing, coating, and laser welding.

The commercial launch of the Mantle system follows a successful delivery of beta systems to a number of customers. One of these was Westminster Tool, a precision mould maker based in Plainfield, Connecticut, USA, which installed a beta system and is integrating it into its mould-making operations.
“Mantle far surpasses any additive metal technology that we have seen previously,” stated Ray Coombs, president and founder of Westminster Tool. “The precision and quality we get off the printer allow us to bypass many of our internal manufacturing processes, which gives us an advantage in providing a better, faster product for our customers.”
Hillary Thomas, Westminster Tool vice president, added, “There is a massive skills gap in the injection mould-making industry. Mantle’s technology is so simple to use that, with minimal training, we can have someone operating and running this machine. Mantle will help Westminster Tool change how we do business.”
Other beta customers include Fathom Manufacturing, one of North America’s largest on-demand digital manufacturing platforms, which is reported to have reduced its toolmaking time by 45% with compo nents made by Mantle’s technology. Fathom reduced its toolmaking operations from 200 hours to 110 hours by eliminating or reducing several operations, including CNC milling, EDM and polishing.
Left: Fathom’s cavity and core inserts as additively manufactured with Mantle’s TrueShape metal AM technology. Right: Cavity and core inserts after Fathom finished the additively manufactured inserts and assembled them in its modular mould system (Courtesy Mantle)
Tessy Plastics, a global contract manufacturer specialising in injection moulding and custom automated assembly solutions, surpassed 1.25 million cycles on a production mould built with Mantle components. The mould, which makes deodorant packaging, contains both Mantle H13 and P2X tool steel components and is said to demonstrate the durability of Mantle’s steels in a demanding production environment. Tessy Plastics achieved time savings of 60%, from 150 hours to 60 hours. www.mantle3d.com

Metal Additive Manufacturing | Autumn 202240 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
Mantle’s new AM system features the P-200 AM machine (left) and F-200 sintering furnace (Courtesy Mantle)
Outstanding performance


Special stainless steels, nickel and cobalt alloys produced by VDM Metals are used in many of today‘s key technologies for the safe and reliable handling of corrosive and high-temperature processes and procedures. In addition to exceptional materials, available as powder for additive manufacturing in a wide range of particle fractions, we o er you various first class services.















Visit us! Hall 11.0 Booth B61 Formnext 15 - 18 November Congress Center Messe Frankfurt Materials for the future. vdm@vdm-metals.com www.vdm-metals.com
PSI atomisation technology optimises aluminium powder production for AM
Phoenix Scientific Industries (PSI), Hailsham, East Sussex, UK, has reported growing demand for its advanced atomising systems used to process aluminium.

Aluminium is a low-density, reac tive metal with an affinity for oxygen, explains PSI. In the natural world it is found in the form of compounds, with bauxite (primarily aluminium oxide) being the most common raw material for the production of pure aluminium metal (an energy intensive process requiring electrolytic reduction). As a reactive metal, aluminium is both flammable and potentially combus tible. Certain chemical reactions also release flammable gases (eg, 2Al +
3H 2O = Al 20 3 + H 2). Exposed to air, aluminium will readily form a stable oxide layer and, once coated, bulk parts are commonly used in many everyday applications.
In powder form, however, the risk factor increases due to increased surface area and the potential for combustion is widely recognised. The very properties that can pose production and handling challenges can also make aluminium powders very useful for a wide range of applications including thermal spray coatings, the production of paints, Additive Manufacturing, catalysts, solid propellants, fireworks and explosives among others.
Through its HERMIGA atomiser range, PSI provides customers ATEX-rated equipment to produce high-quality spherical aluminium powders. Particle size distribution can be adjusted to suit the end user, achieving high yields – including at the finer end of the range for applications, such as Laser Beam Powder Bed Fusion (PBF-LB) AM. The HERMIGA portfolio ranges from R&D to high-capacity production scale systems, and is offered in both batchand continuous-pour modes.
Aluminium alloys for Additive Manufacturing

The growth of AM has promoted the development of new compositions particularly suited to the unique melting and solidification charac teristics of laser and electron beam AM processes. Many of these alloys contain reactive elements – such as rare earths Ti and Zr – and require the clean vacuum/inert gas melting and atomisation techniques provided in PSI’s 120 Series HERMIGA produc tion scale atomisers.
tive manufacture’ (HIGHSAP) project. The consortium brought together Aeromet (lead partner), PSI, Renishaw and Rolls-Royce to optimise the A20X powder as produced by atomisation to achieve properties best suited to meet the AM production require ments for aerospace, defence and automotive applications. Using PSI produced powders, the consortium additively manufactured mechanical test specimens and components. The resulting properties, at room temperature, were reported to show ultimate strength of 511 MPa, yield strength of 440 MPa and elongation of 13% (elevated temperature testing was also conducted). AT20X powder is now commercially available.
Post-processing by fluidised bed reactor (FBR)
FBR’s are extremely versatile in the processing of powders, both metallic and otherwise, states PSI. Applications include heat treatments, chemical reactions and coating via chemical vapour deposition of powders in bulk, which can be scaled to commercially attractive volumes. The mass and heat transfer characteristics of a fluidised bed make them especially suitable to processing at elevated temperature while pressure can be readily adjusted to optimise the output.
and AM
A20X powder
PSI reports that it also worked on developing A20X™ aluminium alloy for AM. This alloy has particularly good high-temperature strength due the dispersion-hardening effects of its TiB 2 content, and was developed through the NATEP funded ‘High Strength Aluminium Powder for addi
As part of the ‘Establishing a UK-based Powder Supply Chain for Engineered Powders’ project, the team used FBR technology to process powder, with the final objective being the on-site repair of damaged aluminium airframe components via cold spray deposition. Cold spray repair offers a substrate-compatible alternative but is hampered by low deposition efficiency when spraying relevant aluminium grades. To solve the issue, the consortium developed custom heat treatments to soften the powder, resulting in greater particle deformation and therefore bonding to the substrate. The consortium was comprised of PSI (lead partner), TWI and Alphatek Hyperformance Coat ings, with BAE Systems in an advisory capacity.
PSI will exhibit at this year’s Formnext, in Hall 12.0 – Booth B14. www.psiltd.co.uk
Metal Additive Manufacturing | Autumn 202242 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
The PSI
120
Series HERMIGA atomiser
(top)
parts built from
(Courtesy PSI)
for

metal

printing!
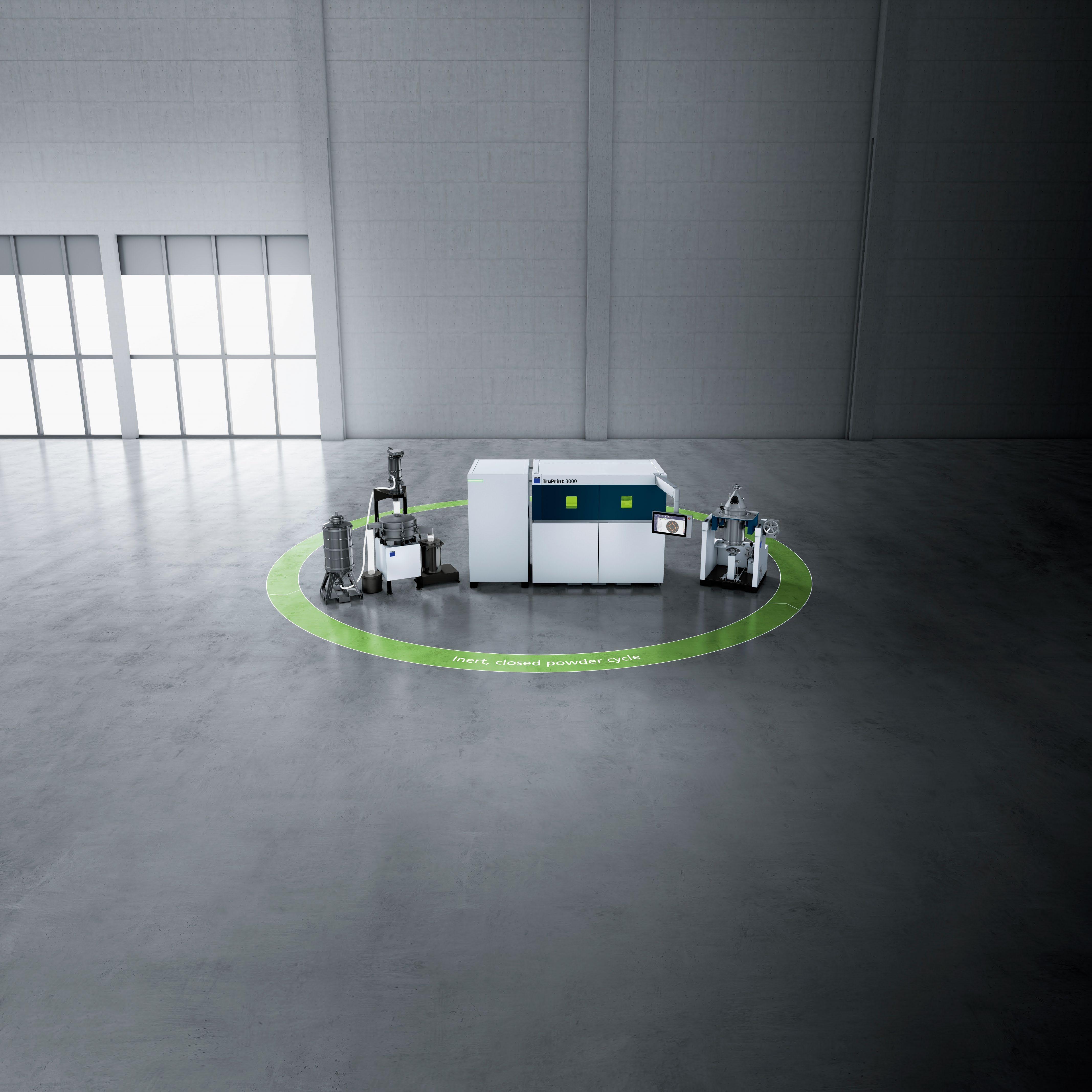
Have a look on our TruPrint 3000. In addition to performance increase with fullfield Multilaser option, the focus of the TruPrint 3000 is on improving process robustness and various operating scenarios. High process reliability due to newly developed gas flow and high part quality are proofen with Melt Pool Monitoring. The 3D printer can be tailored to your production process needs. More information www.trumpf.com/s/additivemanufacturing Find your flexible solution
industrial
3D
Visit us at Formnext in Frankfurt! Get your free ticket! November 15-18th, hall 12.0, booth D81

Metal Powder Works to begin powder manufacturing in Neighborhood 91
Metal Powder Works (MPW), Sewickley, Pennsylvania, USA, has announced that it will join Neighbor hood 91, the Additive Manufacturing production campus located at Pittsburgh International Airport. The new facility will function as the company’s main powder production site, expanding capacity by a factor of eight and signalling a shift to an operational focus as the company winds down fundamental develop ment.
Founded in 2017 by John Barnes and Chris Aldridge, MPW aims to bring a step change in metal powder



production yield, cost and quality with its proprietary DirectPowder™ powder production technology. The process converts feedstock into fine powder particles via software-drive, patent-pending technology, which reportedly converts nearly 100% of input material into suitable powder without the need for melting. DirectPowder is said to allow for specific particle size distributions and enables non-equiaxed morphologies.
MPW will market and sell primarily aluminium and copper powders from the Neighborhood 91 location. Tom Bockius, MPW’s Technical Director, will oversee the construction and installation of equipment at Neighborhood 91, with the company planning to be fully operational by the end of October 2022.
Metal Powder Works has opened a manufacturing facility at Neighbor hood 91 which will offer its Direct Powder novel powder production process (Courtesy Metal Powder Works)

“The concept of Neighborhood 91 was always to bring an Additive Manufacturing supply chain to one centralised location,” stated John Barnes, MPW founder and CEO. “We’re excited to be a part of Pittsburgh’s advanced manufacturing scene.” www.metalpowderworks.com www.neighborhood91.com
3DCeram Sinto acquires majority of TIWARI Scientific Instruments
3DCeram Sinto, Bonnac-La-Côte, France, has become the majority shareholder of startup TIWARI Scientific Instruments, Berlin, Germany, which will now be known as 3Dceram Sinto Tiwari.




TIWARI Scientific Instruments was founded in 2019 within the European Space Agency (ESA) ecosystem. The company works with all stages of Fused Filament Fabrica tion (FFF) Additive Manufacturing, a Material Extrusion (MEX) process. The company has successfully developed and commercialised a technology for the MEX AM of


high-density metals and ceramics, and offers services and consultancy to companies interested in adopting the technology.



3DCeram Sinto’s acquisition of TIWARI furthers its Multi Advanced Technology (MAT) development programme. This project aims to serve the objectives of a new form of additive and intelligent manu facturing, organised in networks and highly digitised, allowing better integration into industry 4.0 workflows. www.tiwari-instruments.com www.3dceram.com
Metal Additive Manufacturing | Autumn 2022 45Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFIndustry News
Phoenix Scientific Industries Ltd High throughput gas atomisation systems Advanced Process Solutions PSI Limited - Apex Business Park Hailsham - East Sussex - BN27 3JU - UK Tel: +44 (0)1323 449001 info@psiltd.co.uk - www.psiltd.co.uk P S I provide excellence in rapid solidification systems to the worldwide A M , S L M , H I P and the renewables industries For the production of metal powders ContiPour® Hall 12.0 stand B14
AXT appointed as Australian distributor for Exaddon micro-scale metal AM

Metal micro-scale Additive Manufacturing provider Exaddon AG, Glattbrugg, Switzerland, has appointed Australia-based AXT as an official distributor for the company. Exaddon’s AM technology is suited to building complex metal geometries in the range of 1–1000 μ m with sub-micrometre resolution.
Exaddon’s CERES μ AM AM machine utilises an electrochemical deposition process to deposit metals such as gold, silver, platinum, copper and nickel. It can directly additively manufacture structures on conduc tive substrates including electrical circuits. Additionally, the machine can operate in a standard laboratory and AM structures require no postprocessing, unlike other techniques used for microfabrication at similar size scales.
“Additive Manufacturing is a rapidly growing field in Australia,” commented Richard Trett, AXT’s Managing Director. “We identified Exaddon as an excellent fit for our audience, with novel technology that offers wide scope for publishing.”
Founded in 1992, AXT is a supplier of analytical, imaging, characterisation & nanofabrication solutions. The company’s product range serves industries such as mining/minerals, life sciences, materials science, nanotechnology and NDT.
AXT has been appointed as the official Australian distributor for Exaddon’s micro-scale Additive Manufacturing technology which includes the CERES µAM AM machine (Courtesy Exaddon)
The CERES μ AM technology has been proven in areas such as microelectronics, micro materials characterisation and the emerging field of neural interfaces that use additively manufactured needles or pillars to connect computers to the human nervous system. It has also been found to be a superior alternative to multi-stage lithography microfabrication, producing materials with superior strength and durability with no need for post-processes such as etching.
Hyliion acquires GE Additive’s KARNO hydrogen and fuel agnostic generator
Hyliion Holdings Corp, an electrified powertrain solutions provider for Class 8 semi-trucks based in Austin, Texas, USA, has entered into a definitive agreement to acquire the new hydrogen and fuel agnostic capable generator technology (KARNO), designed by GE Additive. The transaction, expected to close by the end of Q3 2022, has an acquisition value of around $37 million and will see GE receive $15 million in cash and approximately $22 million in Hyliion stock. Hyliion will acquire the generator technology and integrate the Cincinnati-based engineering team that created the KARNO system into Hyliion.
The KARNO generator was developed through GE’s long-running R&D investments in metal Additive Manufacturing across multiple
industries and in areas such as generator thermal and performance design. The power system will be capable of operating on over twenty different fuels, including hydrogen, natural gas, propane, ammonia and conventional fuels. The technology uses heat to drive a sealed linear generator to produce electricity. The heat is produced by reacting fuels through flameless oxidation or other heat sources including renewables. KARNO is expected to achieve a 20%+ efficiency improvement over today’s conventional generators and could be more efficient than most available fuel cells. These efficiency improvements should, in turn, enable fuel cost reductions and improved vehicle range.
The system is anticipated to also provide for significant reductions
Edgar Hepp, CEO of Exaddon, added, “As a Swiss company, we strive to provide outstanding technology combined with great customer support based on expertise and experience. For us, it was an obvious choice to appoint AXT as our distributor in Australia; they have intimate knowledge of their local market and, crucially, an excellent reputation for adopting cutting-edge technology such as our own. We are convinced AXT will represent the unique technology we provide at Swiss quality standard.” www.axt.com.au
in noise, vibration, moving parts and maintenance as compared to current combustion engines. Initial testing indicates the KARNO generator is expected to comply with all current and foreseeable emissions standards, specifically from CARB and EPA, even when utilising conventional fuels.
“Solving climate change, whether through adopting electric vehicles or reducing emissions from manufacturing sites, requires clean, efficient and dependable electricity,” stated Thomas Healy, founder and CEO of Hyliion. “Hyliion will leverage the KARNO as the next generation generator onboard the Hypertruck, creating a solution that will operate on various fuel sources that are available today, while remaining future-proofed to run on hydrogen when it becomes widely accessible.” www.hyliion.com www.ge.com/additive
Metal Additive Manufacturing | Autumn 202246 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
For improved sustainability, variety and performance, choose forAM® —
In the world of metal powders, Höganäs is always at the forefront of innovation. From more sustainable production processes to new and patented powder compositions, we are dedicated to offering you the optimal solutions while reducing environmental impact. With forAM ®, our range of metal powders designed for additive manufacturing, we can offer powders designed for any application.
The forAM ® range includes nickel, iron, cobalt, copper, titanium and aluminium powders in a variety of grades and compositions. Combining optimal powder performance with improved sustainability is a priority for Höganäs. In addition to our material innovations, we have also committed to Science Based Targets and are founding members of the Additive Manufacturing Green Trade Association, demonstrating our ongoing committing to leading sustainable transformation in our industry.

3203HOG www.hoganas.com
NATEP to fund development of high entropy alloy powders for Additive Manufacturing
A group of organisations led by Metal Powder Emergence Ltd (MPE), headquartered in London, UK, have been awarded funding from the National Aerospace Technology Exploitation Programme (NATEP) to develop targeted high entropy alloy (HEA) powders for Additive Manufacturing. An Aerospace Growth Partnership initiative, NATEP is an industry-led programme supporting UK companies in the development of innovative technologies.
High entropy alloys are novel multi-principal elemen tals (equimolar) that are alloyed together which have seen increased global interest due to promising material properties. HEAs are said to characterise the cutting edge of high-performance materials. Their high configuration entropy mixing is more stable at elevated temperatures; this allows suitable alloying elements to increase the properties of the materials based on four core effects, which opens up possibilities (e.g., potential structural and high-temperature materials in jet engine applications).
As part of the High Entropy Alloys Targeted for Additive Manufacture (HEAT-AM) project, MPE and



partners LSN Diffusion Ltd, headquartered in Llandybie, Wales, and the University of Leicester (ULEIC) will use a high-throughput screening method for exploring optimal HEA compositions toward industrial applications, such as aerospace sectors.
“To develop promising HEA at an industrial scale, optimal compositions should be explored and tuned for real-world applications,” stated Prof Hongbai Dong from ULEIC. “Due to the large number of possible HEA compositions, alloy design methods need to rely on an efficient screening method, replacing the traditional trial-and-error method. In this project CALPHAD- based (CALculation of PHAse Diagrams) will be used as an efficient selection tool. This will enable rapid screening of potential compositions based on AM conditions”.
Dr Gordon Kerr, CEO of MPE, added: “We are very pleased to have been awarded NATEP funding for this innovative project. By working with our partners, we hope to further develop powder technology and create novel materials which provide improved performance over existing additive manufactured as well as cast parts. NATEP is a great way for innovative companies to come together to develop cutting edge technologies”.
The project has the support of GKN Aerospace. Bradley Hughes, Senior Research Engineer for AM, commented, “The proposed project explores a technology topic that GKN Aerospace recognises as having signifi cant potential opportunity. Such technology could create new capabilities for a number of additive processes. We are enthusiastic to work with you to provide an insight into future industrial needs within the aerospace sector.”
Prof Iain Todd, Director of MAPP EPSRC Future Manufacturing Hub, added, “This is an exciting initiative. High entropy alloys (HEA) offer the potential to provide in-service performance improvements over current generation materials for applications in space and aero space, leading to potential reductions in cost, energy use and waste generation and is therefore complementary to MAPP. Our two activities working together could enable breakthroughs in future high-value manufacturing”.
Philip Allnatt, LSN Diffusion’s Managing Director, added, “LSN is very pleased to be a part of this project and for the innovative HEA powder compositions to be developed using our gas atomisation technology. LSN already produces a range of powders for the AM market and we welcome the opportunity to add this alloy family to our existing range.”
Dr Shiladitya Paul, ULEIC summarised: “HEAT-AM aims to develop novel computer-assisted targeted alloy design approaches, manufacture novel HEA materials for AM, evaluate material performance against established alloys and develop a road map for industrial scale up. This approach aims to reduce costs and lead-times for new alloy development for aerospace applications, creating possibilities for the use and deployment of higher-performance materials.”
www.metalpowderemergence.com www.lsndiffusion.com | www.le.ac.uk



Metal Additive Manufacturing | Autumn 202248 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
ADDING VALUE TO ADDITIVE MANUFACTURING

Bodycote provides a complete service solution for metal parts built by the additive manufacturing process, including stress relief to minimise distortion and residual stress, EDM to prepare the component for hot isostatic pressing (HIP), heat treatment or HIP to remove microporosity, and associated quality assurance testing.
Reduction in rejection rates and inspection costs
Fatigue properties on par with wrought material
improvement in fatigue strength, fracture toughness, and tensile ductility
reduction in porosity possible
machined surfaces and consistency in properties
microstructure
the partner of choice for additive manufacturing heat treatment
metal joining
hot isostatic pressing
surface technology
www.bodycote.com
Significant
100%
Improved
Improved
|
|
|
Additive Manufacturing Services to Help You Scale

While the world is busy imagining the future of additive manufacturing, Burloak is busy living it.
We have the facilities, the network and the logistics to scale your production and help you realize the efficiencies and advantages of additive manufacturing.
Learn what sets us apart at burloaktech.com
Industry News
AMCM to show bespoke Additive Manufacturing machines at Formnext


Additive Manufacturing Customized Machines (AMCM), an EOS Group company based in Starnberg, Germany, was founded five years ago to provide the market with bespoke industrial metal Additive Manufac turing machines. The company offers AM solutions with varying degrees of customisation based on proven EOS technology and processes, and lists the USA as the main market for its large systems.
Driven by aerospace company Launcher, among others, the company developed its AMCM M 4K Additive Manufacturing machine. The goal was to additively manufacture combustion chambers in one piece, enabling an optimised design of the internal cooling channels, a reduction in components, process simplification and lower overall costs. The machine
was said to be the first capable of additively manufacturing components up to 1000 mm high.
In the USA, aerospace suppliers such as Sintavia and Morf3D use machines from AMCM to serve the high local demand. In Europe, ArianeGroup is also reported to use the AMCM M 4K.
A recent cooperation with Hyper ganic, a company involved in the design of components using Artificial Intelligence, demonstrates the use of scaled AM to enable increasingly advanced manufacturing. Using AMCM’s technology, Hyperganic additively manufactures AI-designed aerospike engines (approximately 800 mm in height) in a single piece.
“We are rising to this challenge and are pushing ahead with further development based on AMCM M 4K,”
stated Martin Bullemer, Managing Director, AMCM.
AMCM will present the complete range of its technology at Formnext 2022, which will take place November 15-18 in Frankfurt, in Hall 11.1/ Booth C51. While AMCM will display the large build volumes and copper Additive Manufacturing examples, the company will also showcase its capability for ultra-fine structures. www.amcm.com

POWDERS & PARTS
Metal Additive Manufacturing | Autumn 2022 51Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
The AMCM M4K is based on the EOS M 400 (Courtesy AMCM GmbH)
www.eltra.com ELEMENTAL ANALYSIS OF METAL
ELTRA’s new and innovative ELEMENTRAC series is a mile stone for C/S and O/N/H analysis in Powder Metallurgy and Additive Manufacturing: easy to use, fast analysis times and reliable results for metal powders and processed samples. Eltra-Advert-GB-PowderMet-175x120.indd 1 01.03.2022 10:13:43 Industry News
Stryker Corporation opens new Additive Manufacturing facility in Ireland
Medical technology company Stryker Corporation, headquartered in Kalamazoo, Michigan, USA, has opened an Additive Manufacturing facility in Anngrove, Cork, Ireland, and welcomed Taoiseach Micheál Martin TD, the IDA and other guests to the opening ceremony. The new 14,500 m 2 facility will reportedly create capacity for 600 high-tech jobs and position Stryker for further Additive Manufacturing growth.
Stryker specialises in the application of AM in healthcare, particularly for the production of special ised medical devices. The company manufactures products to treat bone-related conditions across knees, hips, shoulder, ankle, craniomaxillofacial and spine, as well as patient-specific solutions for people with significant disease progression often with no alterna tive.
Along with housing Stryker’s manufacturing facili ties, Anngrove is also the worldwide headquarters of the AMagine Institute, which is the centre of excellence for Additive Manufacturing across Stryker. The institute develops innovative technologies, from early research

Stryker celebrated the opening of a new Additive Manu facturing facility in Anngrove, Cork, Ireland (Courtesy Stryker Corporation)
and development to full commercial launch and scaling, and deploys these new technologies across its full portfolio of products and services.
“The new facility and talent will continue to unlock new opportunities that were previously not possible, accelerate innovation globally and further support our mission to make healthcare better together with our customers,” stated Viju Menon, group president Global Quality and Operations at Stryker. “With our experience and proprietary technology, we are excited to impact more patients and drive growth with this additional investment. We are also pleased to expand our talent base in Ireland with engaging roles across a range of disciplines. At Stryker, we are committed to a diverse, safe and inclusive work environment.”
Taoiseach Micheál Martin, commented, “I am delighted to be at the opening of Stryker’s newly expanded Anngrove facility, a very welcome develop ment for Cork and the South West region. Today’s opening and announcement of the capacity for new jobs is testament to the capability, dedication and vision of the Stryker team, and of the growth and success of Stryker here. Government will work to ensure Ireland continues to be an attractive location for the med-tech sector, and business in general, supported by our highly-skilled and talented workforce.”
Arcast Atomizers are custom built and competitively priced to meet the growing demand to produce high quality, low cost, technically advanced metal powders fulfilling the requirements of today’s pioneering manufacturing processes.

We can supply machines to atomize titanium alloys, super alloys, refractory and reactive metals, and ferrous and non-ferrous alloys in high vacuum purged vessels with inert gas replacement atmospheres.

We have installed machines all over the world, from 1 kg research furnaces to 1000 kg production units.
Martin Shanahan, IDA Ireland CEO, added, “Stryker has been innovating in Additive Manufacturing within the MedTech industry for more than twenty years and opened its Anngrove facility in 2016. The expanded facility furthers the company’s four-decade commitment to Ireland and recognises the strong ecosystem of universities, engineering talent and partners such as the IDA. It also builds on Stryker’s outstanding track record for innovation and shows the key role Anngrove plays in the company’s global additive technology research and development. We welcome this exciting development in Anngrove, the potential it brings for future high tech job growth, and look forward to continued success for Stryker in Ireland.”
www.stryker.com
Metal Additive Manufacturing | Autumn 202252 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News Integrated InductIon alloyIng and atomIzatIon SyStemS www.arcastinc.com
Innovate. Automate. Succeed.

lightweight parts reduced cost-per-part digital production sustainable manufacturing Turn your 3D printing projects into successful business cases Frankfurt, Germany. 15-18 November 2022 Hall 11.1, Booth D41
Bike Details at
Impact Innovations demonstrates Ti6Al4V Cold Spray AM
Impact Innovations, Rattenkirchen, Germany, has developed a Cold Spray Additive Manufacturing method for Ti6Al4V which is said to exceed the requirements of ASTM F3001, ISO 5832-3 and AMS 4930. This alloy is of particular use in marine and defence applications, for manufacturing aerospace structural parts, gas turbine components and biomedical implants and prostheses.
Up to now, Ti6Al4V was a chal lenging material for use in Cold Spray Additive Manufacturing, due to its high critical velocity, which must be overcome during the deposition process and resulted in porosities in the cold spray deposits of 3% and higher. By using a combination of cold spray hardware, process parameters and post-process procedure, Impact Innovations’
recently developed Cold Spray Addi tive Manufacturing process achieved porosity levels < 0.5%.
Cold Spray Additive Manufacturing technology is said to be particularly attractive for the manufacturing of large parts, which can be challenging for other Additive Manufacturing processes due to equipment size limitations or the need for a protec tive atmosphere, especially when depositing reactive materials such as Ti6Al4V.
In contrast to other Additive Manufacturing technologies, powder particles are not melted during the Cold Spray process; the bonding, instead, occurs due to plastic deformation. Since Cold Spray does not require high temperatures, it enables the manufacture of large components without the necessity for any protective atmosphere, with almost no dimensional limitation and without creating any thermal residual stresses. For Ti6Al4V, the material efficiency from powder to deposit is reported to be over 98%.
Impact Innovations demonstrated its Cold Spray Additive Manufacturing process by building a Ti6Al4V free standing turbojet aircraft engine fan shaft which measures 380 mm long and has a diameter of 223 mm at its widest point. It was built in about two hours, at deposition rate of 2.7 kg/h, and the net weight of the fan shaft after final machining is 3.2 kg.
The fan shaft was deposited onto a pre-machined Al alloy mandrel, which was chemically dissolved after the build. The fan shaft demonstrator underwent further post-treatment processes to achieve desired mechanical properties, followed by turning to achieve the final outer dimension and the creation of additional features via conventional subtractive processes.
In addition to Additive Manufac turing with its Cold Spray process, Impact Innovations uses the technology to add wear protection coatings to components such as brake discs. In tests, the cold gas sprayed composite coating of a cast iron brake disc showed a 95% reduction in wear.
www.impact-innovations.com
Metal Additive Manufacturing | Autumn 202254 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News







































solukon.de World premiere of a product for DIGITAL DEPOWDERING NEW For SFM-AT800-S and SFM-AT1000-S Stand 12.0 B21
Carpenter Technology eyes accelerated growth in fiscal year 2023
Carpenter Technology Corporation, headquartered in Philadelphia, Pennsylvania, USA, has announced financial results for its fiscal fourth quarter and year ended June 30, 2022. Net sales for the fourth quarter of 2022 were $563.8 million, compared with $421.6 million in the fourth quarter of 2021. This resulted in a net income of $2.6 million, up from -$57.1 million loss in Q4 2021. Overall, full year 2022 net sales were $1,836.3 million, up from $1,475.6 million in FY2021, with a net loss for the year reported at -$49.1 million, an improvement on the -$229.6 million loss reported for FY2021.

“Our fourth quarter results marked a successful end to the year and place us on strong ground to deliver accelerated growth in fiscal year 2023,” stated Tony Thene, Carpenter Technology’s president and
CEO. “The quarter saw us return to a positive EPS as both the Specialty Alloy Operations (SAO) and Perfor mance Engineered Products (PEP) segments outperformed our expecta tions. We also continued to expand our backlog across our end-use markets and secured another price increase on our transactional business as overall demand conditions across our end-use markets remain strong.”
Operating income for the fourth quarter of 2022 was $24.6 million compared to an operating loss of $70.7 million in the prior year period. Adjusted to exclude special items, operating income was $14.9 million in the recent fourth quarter compared to adjusted operating loss of $12.5 million in the same period a year ago. The improvement in operating income is reported to be the result of increased shipments as
activity levels continued to ramp to meet improving market conditions in key end-use markets compared to the previous year.
“In the fourth quarter, our backlog grew by 29% on a sequential basis and 191% year-over-year. We also generated positive free cash flow of $65 million and finished the fiscal year with total liquidity of $448 million. The fourth quarter’s operating income results were driven by double digit sequential revenue growth in the Aerospace and Defense and Medical end-use markets.”
“Fiscal year 2022 proved to be a challenging but successful year,” Thene continued. “We navigated through an unforeseen outage of our Reading Press, continued COVID-19 isolations, a difficult hiring environment, and other supply chain challenges. But in addressing each of them, I believe we are emerging from it stronger and well positioned for growth.”
www.carpentertechnology.com
Metal Additive Manufacturing | Autumn 202256 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
Aluminum Alloy Powders
for Additive Manufacturing


Divergent Technologies secures additional finance of $80M to aid growth
Divergent Technologies, Torrance, California, USA, a developer of Additive Manufacturing technology for the automotive industry leveraged by Czinger Vehicles, has announced that it has closed a new $60 million venture loan facility led by Horizon Technology Finance Corporation and a further $20 million revolving line of credit provided by Bridge Bank, a division of Western Alliance Bank. This total of $80 million in finance follows Divergent’s successful $160 million Series C funding earlier this year.

Under the terms of the venture loan agreement, Horizon funded $15 million of the initial draw from the venture loan facility, and a private investment vehicle managed by Horizon Technology Finance Management LLC, Horizon’s adviser, funded $5 million. The venture loan facility is said to provide up to an additional $40 million of funding to Divergent upon meeting specific milestones. Under the terms of the line of credit, Bridge Bank established a $20 million line of credit with Divergent who will use the funds for growth and working capital purposes.
Divergent Technologies has secured additional finance to advance the growth of its DAPS technology (Courtesy Divergent Technologies)
Divergent Technologies aims to make the vehicle manufacturing process more efficient and less wasteful using Additive Manufacturing. Through the company’s Divergent Adaptive Production System (DAPS®), it replaces the conventional structure design and production process, which is reliant on legacy software, vehicle architectures, tooling and related factory assets with a proprietary, patented, end-to-end system for vehicle design and engineering, volume manufacturing and assembly.

“We are pleased to receive support from Horizon and Bridge Bank as we continue to revolutionise complex industrial manufacturing, initially with automobiles and over time with aerospace and defence,” commented Kevin Czinger, lead inventor, founder and Chief Executive Officer of Divergent. “DAPS makes it possible for the first time for manufacturers to forego the capital-intensive static design system they have been accustomed to for over a century, and utilise a variable cost flexible design system that is significantly more efficient. Through this added efficiency, DAPS radically reduces the impact of manufacturing on the environment, thereby making a meaningful contribution to global sustainability.”
Gerald A Michaud, president of Horizon, stated, “Divergent is changing the game for manufacturing vehicles, with their DAPS end-to-end platform providing manufacturers with unmatched cost savings and flex ibility. With over 500 patent filings, DAPS is a cuttingedge approach that enables Divergent customers to create new product models much more quickly and efficiently. We are excited to support Divergent’s growth and expansion.”
Mike Lederman, Senior Managing Director in Bridge Bank’s Technology Banking Group, added, “Divergent is radically transforming auto manufacturing economics and environmental impact, and it is exciting to see Divergent deliver a solution that addresses systemlevel challenges. Divergent is rethinking the manufac turing process for the auto industry and we are pleased to help support the company’s evolution.”
www.divergent3d.com

Metal Additive Manufacturing | Autumn 202258 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
Your best results with expert advice and guidance Understanding where to start with Additive Manufacturing can seem like a significant challenge. MAM Solutions are here to assist you on the journey, and help find the right solution for your business. Technical and commercial advice Market research Strategy and business development Training and assessment Process development and evaluation www mamsolutions uk linkedin com/in/martin amcmahon/





By using Farsoon Multi-Laser Powderbed Fusion Systems. Larger, Better, Cheaper PartsFS621M-4 4×500W Lasers 620×620×1100mm Envelope Flight® HT1001P-2 2×300W Lasers 1000×500×450mm Envelope FS422M-4 4×500W Lasers 425×425×420mm Envelope Flight® HT403P-2 2×300W Lasers 400×400×540mm Envelope Learn your full benefits, visit us in-person @ Formnext 2022! Hall 11.1 Booth D29 November 15-18th, 2022 | Frankfurt, Germany Metal Metal Plastic Plastic
HAMR to build new AM production facility at Neighborhood 91
HAMR Industries LLC, State College, Pennsylvania, USA, a developer of advanced materials and manufac turing techniques for components functioning in harsh and extreme environments, has signed an agree ment with The Buncher Company to build a new Additive Manufacturing focused R&D and production facility at Pittsburgh International Airport’s Neighborhood 91 campus.
“The advantages of Neighborhood 91 are clear, and HAMR is excited to join the Neighborhood,” stated Dr Michael P Schmitt, CEO & Senior Research Scientist at HAMR Indus tries. “HAMR has acquired new AM equipment that will allow us to rapidly expand and mature our technolo gies, and N91 provides the perfect ecosystem to foster innovation.”
Neighborhood 91 is an end-to-end Additive Manufacturing production

campus providing all the elements of advanced manufacturing on one campus. Located on airport property, adjacent to four runways, it has the potential for rapid part deployment for customers around the world. Pittsburgh is also home to a strong workforce and academic resources and recruiting opportunities from universities focused on machine learning, Additive Manufacturing, and artificial intelligence, including the University of Pittsburgh and Carnegie Mellon University.
“We are pleased to welcome HAMR to our growing Neighborhood 91 community,” commented Vince Gastgeb, senior vice president of Corporate and Government Relations, Pittsburgh International Airport. “The work they are doing in materials development will shape the future of advanced manufacturing, and we
are excited it will be happening at the Neighborhood 91 campus.”
HAMR Industries began in State College, Pennsylvania, by Dr Michael Schmitt and Dr Jeremy Schreiber to transition materials-driven technolo gies out of laboratory settings and into commercial use. Recently, the company announced the acquisition of a large format WarpSPEE3D cold spray Additive Manufacturing unit from SPEE3D Inc., which is expected to facilitate the transition of cold spray repair and AM technology to commercial and government partners by providing the capability to produce large-format parts rapidly and afford ably. The system can be used for applications ranging from R&D and space access to DoD sustainment and industrial implementation. Combined with HAMR’s experience in modelling and materials-driven development, the new unit enables the exploration of innovative and novel solutions not previously feasible. www.hamrindustries.com
Metal Additive Manufacturing | Autumn 202260 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
www.addiblast.com

yxlon.comet.tech Two tubes. Two detectors. Experience ultimate versatility. Led by experience. Driven by curiosity. Comet Yxlon FF85 CT See you at formnext Hall 11.0, Booth C31
Lumafield announces $35M funding round for its industrial X-ray CT systems


Lumafield, a X-ray CT technology developer based in Cambridge, Massachusetts, USA, announced that it has closed a $35 million Series B funding round from new and existing investors, achieved a major new AI-driven performance breakthrough, and appointed two executives to its board of directors. To date, the company has raised a total of $67.5M.
When Lumafield emerged in April 2022, it offered what it called the world’s first accessible industrial X-ray CT platform for a more affordable price than legacy systems. Now, the company has reputedly made its Neptune scanner over 300 X faster, enabling scaling from one-off scans to serial inspection in high-volume manufacturing operations.




Behind the speed increase is a development in artificial intelligence. Lumafield’s AI allows the company’s recon struction process to achieve the same results with fewer two-dimensional X-ray images, reducing the time required to run a scan.
New improvements in Lumafield’s software also make it possible to skip certain steps in the reconstruction process before performing automated analysis, thus reducing process time. As a result, scans that previously took several hours are said to now run in a minute or less, making industrial CT a practical technology for quality assurance on factory floors. Combined with factory automation systems, Lumafield’s scanner and software can inspect products at high volume, automatically flagging problems such as dimensional inaccuracies and the presence of pores and cracks.
“Industrial CT has been out of reach for most production lines – until now,” stated Eduardo Torrealba, co-founder and CEO, Lumafield. “With these speed improvements and Lumafield’s low price point, it’s now possible to implement 100% inspection with CT, catching invisible issues before they become costly problems.”


Metal Additive Manufacturing | Autumn 202262 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
www.lumafield.com Lumafield’s industrial CT scanner with robotic arm for high volume inspection (Courtesy Lumafield)
The AM Platform info@addimap.com +80% METAL ADDITIVE MANUFACTURINGPROCESS PARAMETERS TRADE for MATERIAL DATAand WE ARE YOUR PARAMETER BOOSTER AND MONETIZATION SOURCE FOR ALL AVAILABLE SYSTEMS AND MATERIALS. PRODUCTIVITY
VIBENITE®
REDEFINING WEAR RESISTANCE
VIBENITE®
Alloys that redefine wear resistance
IS WEAR RESISTANCE ON THE AGENDA?
With our patented Vibenite® materials you get:

• exceptional wear resistance
• extreme heat resistance
• complex geometry
Whether you choose the world’s hardest steel or our cemented carbide, you will experience a new perfor mance in your application.
THE VIBENITE® FAMILY
VIBENITE® 350 – Corrosion resistant, but still with rather high wear resistance and toughness. Hardness of ~60 HRC (680 700 HV). High chromium content.
VIBENITE® 150 – Multipurpose mate rial, hardness range from 55–63 HRC (600780 HV).
VIBENITE® 280 – Suitable for multiple wear applications and for cutting in other metals. Hardness range from 63 to 70 HRC (780–1000 HV).
VIBENITE® 290 – The hardest commercially available steel type in the world, launched in 2017 Hardness range of 68–72 HRC (940–1100 HV). Perfect for cutting in other metals and other high wear applications.
VIBENITE® 480 – Hybr id carbide (cemented carbide/hard metal), released in 2018. Hardness of ~66 HRC, carbide content of ~65%, longterm heat resistance of 750°C, corrosion resistant. Recommended where highspeed steels are not heat resistant enough and where cemented carbides are too brittle or need complex shapes. Get in touch to learn more about our unique materials.

vbncomponents.com Our material Your application A new performance

9 L A S E R
Peekay Group opens AM facility at India’s Bengaluru Airport City






An Additive Manufacturing facility is now operational at the Bengaluru Airport City, Hunachur, Karnataka, India, following collaboration between the Peekay Group, based in Kozhikode, Kerala, and Bengaluru Airport City Limited (BACL). Plans are also reported to be in place to install a metal Additive Manufacturing machine at the centre, catering to its aerospace customers.















A further aim of the new facility is to act as an incubation centre, as well as increasing awareness of Additive Manufacturing with a production centre and an experience zone. It will offer training for engineers and students, as well as those looking to adopt AM.
“We are excited to inaugurate this state-of-the-art 3D printing facility at our Airport City and partner with the Peekay Group,” stated Rao Munukutla,
CEO, BACL. “This facility will act as a catalyst to help transform our Airport City into a technology hub. From healthcare to sustainable construc tion and aerospace, 3D printing helps develop a culture of creativity and scope for scaling innovation across industries. This technology will further help consolidate Bengaluru’s strategic position as a knowledgebased economy and as the Silicon Valley of India. A technology hub coupled with upcoming world-class retail, dining, and entertainment facilities will make our Airport City a truly global destination.”
K E Shanavaz, Joint Managing Director, Peekay Group, added, “With our vast experience and the trust for quality, delivery and cost which we have built over the last few decades, we are confident that Peekay can contribute immensely towards skill



development, design-based thinking, and optimisation of products for customer benefit. Over and above this, we intend to tie up with worldrenowned universities to embark on various training programmes and symposiums to nurture the enthu siasm and creativity in today’s youth by utilising design-based reasoning as a foundation to synchronise all manufacturing processes.” www.peekaysteels.com www.bengaluruairport.com
QUALITY ASSURED























SAMPLES






Metal Additive Manufacturing | Autumn 2022 65Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFIndustry News www.qatm.com/qmount
The new Qmount is a modern device for the light-curing-based mounting of materialographic samples. I UV mounting in the shortest possible time (60 seconds) I Highly efficient, long-life LED technology I Robust machine design I Easy handling I Connectable suction unit (optional) THE FAST WAY TO TRANSPARENT MOUNTED
QATM-Advert-GB-175x120-Metal-AM-Qmount.indd 1 28.02.2022 10:29:17
India’s Peekay Group has opened an Additive Manufacturing facility at Bengaluru Airport City (Courtesy Bengaluru Airport)
Hitachi Metals releases ADMUSTER C21P nickel-base alloy powder
Hitachi Metals, Ltd., Japan, has released its ADMUSTER® C21P nickel-base alloy powder for metal Additive Manufacturing, enabling the production of complex shapes with high corrosion resistance and high strength. The alloy, one of the powders in Hitachi Metals’ ADMUSTER series, is reported to produce products with 100 times or more the corrosion resistance of typical 316L stainless steel.
The company has been developing AM-specific materials at its Global Research & Innovative Technology centre (GRIT) in Kumagaya. Having rolled out the ADMUSTER series of metal Additive Manufacturing materials, which includes a range of metals with high corrosion resistance and high strength, the company is keen to highlight its potential in numerous applications.
C21P as built
C21P solu tiontreated
agingtreated*
wrought Alloy C-22 wrought 316L wrought
PRE*2 82 70 26
1% HCl boiling 0.01 0.01 0.13 24
2% HCl boiling 0.01 0.01 0.01 0.05 1.72 51.2
5% HCl boiling 1.6 1.15 7.95 199.3
30% HF room temp. 0.06 0.08
10% H 2SO 4 boiling 0.03 0.03 0.02 0.04 0.23 69.4
*Ageing treatment (Temp.; about 600°C, Duration; >30 hour)
Table 1 A representative comparison of corrosion speeds of ADMUSTER C21P AM material and various forging & rolling materials in acid aqueous solutions (Courtesy Hitachi Metals)
as built
Table 2 Mechanical properties of ADMUSTER C21P AM material and various forging & rolling materials (Courtesy Hitachi Metals)
Hawk Ridge Systems opens Additive Manufacturing centre
Hawk Ridge Systems, Mountain View, California, USA, has opened the doors to its Additive Manufacturing centre in the Santa Clara Valley, California. The centre will house metal and polymer Additive Manufacturing machines from leading suppliers such as Markforged, HP and AMT.
ADMUSTER C21P is a powder based on MAT21®, a nickel-base alloy for wrought products developed at Hitachi Metals’ Okegawa Works. It currently has one of the highest Pitting Resistance Equivalent (PRE) numbers of all of the company’s metal AM materials. Components additively manufactured from ADMUSTER C21P are reported to have the same corrosion resistance as wrought MAT21, along with excellent strength and hardness (see Tables 1 and 2). Test results show that compared to stainless steel 316L, a material with relatively high corrosion resistance, as-built C21P test specimens have superior corrosion resistance.
Many chemical plants and semiconductor manufacturing plants, for example, use highly corrosive fluid and the corrosion resistance of parts used in this environment is important. Using parts with higher corrosion resistance makes it possible to improve reliability.
The higher reliability of components built with such materials as ADMUSTER C21P can lead to a reduction in operational downtime and lowers the frequency of component replacement. The Additive Manufacturing process also enables shorter part production lead times and helps reduce CO 2
Hitachi Metals confirmed it plans to further strengthen and expand the lineup of its ADMUSTER series, meeting the needs of those applications requiring heat resistance, wear resistance, corrosion resistance, and high functionality.
www.hitachi-metals.co.jp/e/ products/item/am/
clients – and this space allows us to do just that.”
“We are excited about moving our Digital Manufacturing Lab to a more spacious and accommodating facility,” stated Paul Rudin, VP of Digital Manufacturing for Hawk Ridge Systems. “Displaying our additive solutions is important in order to demonstrate their value, features and capabilities to our
Dale Ford, CEO of Hawk Ridge Systems, added, “We’re thrilled to expand our Additive Manufacturing capabilities with the opening of this new location. We hope to bring value to the Bay Area community while being an integral part of the local manufacturing sector.”
www.hawkridgesys.com
Metal Additive Manufacturing | Autumn 202266 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
C21P
MAT21
C21P
C21P solutiontreated C21P agingtreated* MAT21 wrought 0.2% proof stress, MPa 623–758 416–424 952 381 Tensile strength, MPa 885–1030 890–905 1440 812 Hardness, HV10 288–323 206–209 428 180–200 *Ageing treatment (Temp.; about 600°C, Duration; >30 hour)



Pushing Additive M A nufA cturing to its Li M its Parts as large as 1 meter, wall structures as thin as a hair, lowest surface roughnesses, highest electrical conductivity? Cumbustion chamber* 1000 mm heights Finest tungston wall structure 100 µm thickness Heat exchanger** 100 mm diameter *by courtesy of Launcher **by courtesy of Conflux tell us your story and we find your cutting-edge solution tailored to your needs - open new fields of application with a reliable partner! Welcome to the world of Additive Manufacturing Customized Machines Welcome to AM c M An company We are ready to connect: amcm@amcm.com www.amcm.com tAL k to us At the 15 th - 18 th n ovember 2022 h all: 11.1, Booth: c 51
Sauber Technologies and Alfa Romeo F1 team extends partnership with Additive Industries

Sauber Technologies, part of the Sauber Group, and Alfa Romeo F1 Team ORLEN have extended their technology partnership with metal Additive Manufacturing machine maker Additive Industries, based in Eindhoven, the Netherlands, for a further three years. Sauber Technologies has been using Addi tive Industries’ MetalFAB Additive Manufacturing platform since 2017, and currently has four machines in house.
With some fifty years of history in motorsport, Sauber is known for its racing activities, including sports cars and Formula 1. Sauber is currently competing in F1 with its Alfa Romeo F1 Team ORLEN, with drivers Valtteri Bottas and Zhou Guanyu. Sauber Technologies is fully focused on third-party business and provides a service for complex engineering applications, from the idea stage to the finished products. The investment in the
MetalFAB machines is said to have allowed Sauber to reduce cycle times in the manufacturing of parts for their own wind tunnel models, F1 cars as well as third-party business.
Christoph Hansen, COO of Sauber Technologies, stated, “Over the course of our successful partnership, Additive Industries have become an essential ingredient in the offering of Sauber Technologies. Ever since we introduced the MetalFAB systems to our processes, our in-house capabilities have increased in a significant way: Additive Industries continues to provide us with the best way to manufacture the most advanced parts for our motorsport operations, as well as our growing cohort of customers, reducing lead times, costs and waste while pushing forward the boundaries of technology.”
Mark Massey, Chief Commercial Officer at Additive Industries added, “We are very proud to be constantly recognised by Sauber Technologies for our class-leading automated industrial metal Additive Manufac turing solutions. We encourage each other to push our boundaries and to innovate. We are committed to continuing our long-term partner ship grow and evolve in the coming years.” www.additiveindustries.com www.sauber-technologies.com www.sauberf1team.com
Tekna and Uniformity Labs sign titanium supply agreement
Uniformity Labs, Fremont, California, USA, has signed an agreement with Tekna Holding ASA, Sherbrooke, Quebec, Canada, which will see Tekna supply Ti64 5/25 and Ti64 45/105 for Uniformity to produce its advanced titanium powders for Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing.
Uniformity’s engineered powders and processes are said to enable faster production of repeatable parts, at higher density with no compromise in quality. Tekna’s
powder atomisation technology uses hydro-energy and all process gasses are recycled in closed loops, achieving greener production. Together the companies will help industrial customers produce greener, more sustainable parts.
“We’re excited to collaborate with Tekna for the supply of highest quality titanium powders for LPBF,” stated Adam Hopkins, founder, and CEO of Uniformity Labs. “This agreement opens a critical North American material resource for us.
The complementary nature of our businesses produces an economic benefit for our customers who gain through higher printer throughput and repeatability, and a supply chain security benefit from the use of materials produced entirely in North America.”
Luc Dionne, CEO of Tekna, commented, “We are extremely proud that Uniformity Labs has selected us to supply titanium powders. This is a testament to Tekna’s supply reli ability and reaffirms that our product quality matches with a wide range of industry requirements.” www.tekna.com www.uniformitylabs.com
Metal Additive Manufacturing | Autumn 202268 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
Sauber is competing in F1 with its Alfa Romeo F1 Team ORLEN (Courtesy Sauber Group)
YOUR SUCCESS.
SOLUTIONS FOR YOUR NEEDS:













Increase the productivity and safety for your industrial 3D printing – Grenzebach is your reliable partner for automating and networking individual process steps in metal and polymer-based Additive Manufacturing – for higher efficiency, a safe working environment and smooth workflow.









GRENZEBACH SOLUTIONS FOR LASER SINTERING














Exchange P 500
Transport P 500
Automated guided vehicles





and safe
latest
look forward
OUR EXPERTISE –
MATCHING
www.grenzebach.com/am
» Buffering, loading, and storing exchange frames for several automated build jobs in a row – with two, four or more exchange frames
» Easy, fast and fully automated loading, unloading and transport of exchange frames between different manufacturing stations
» Autonomous
transportation of the Transport P 500 We
to your visit November 15 – 18, 2022 | Frankfurt am Main Hall 11.1, Booth E42 Discover our
solution exclusively at formnext
Collins Aerospace breaks ground on $14 million AM centre expansion

Collins Aerospace, headquartered in Charlotte, North Carolina, USA, has broken ground on a $14 million expansion of its Additive Manufac turing centre in West Des Moines, Iowa. The increase in floorspace will enable the company to install further metal Additive Manufacturing machines, adding to the three already on site. The first of these machines is anticipated to have eight times the build volume of the existing machines; Collins expects it to be fully operational in late 2023.
Collins’ West Des Moines facility designs and produces fuel nozzles for commercial and military aircraft. The company will use the new machines to enhance current production capabilities and expand the portfolio of metals it can use to additively

manufacture engine components at the site.
“With this expansion, we will significantly increase our Additive Manufacturing capacity and enhance our ability to produce more parts faster for our airframe and engine customers,” stated Renee Begley, West Des Moines site lead for Collins Aerospace. “Compared to traditional manufacturing, additive offers several key benefits as the optimised designs not only reduce cost but can also reduce delivery lead times dramatically. Additive also allows us to produce parts that are much
lighter, enabling reduced aircraft fuel consumption and reduced carbon emissions – a key to more sustain able flight.”


Additive Manufacturing is said to be an area of critical focus area for Collins. The company maintains a global network of additive production centres in Iowa, Minnesota, North Carolina, USA; and Singapore, and an Additive Manufacturing research centre in Connecticut, US. In June, the company opened a new Additive Manufacturing centre in Monroe, North Carolina. www.collinsaerospace.com

Metal Additive Manufacturing | Autumn 202270 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
The $14 million expansion will allow Collins Aerospace to host more Additive Manufacturing machines on site (Courtesy Collins Aerospace)
Metal_AM_AA_175x120_RZ.indd 1 06.06.22 16:37
Together we lead the Additive Manufacturing Revolution




www.materials-solutions.com
POWDER PRODUCTION


DIFFERENT ATOMIZATION AND SEPARATION TECHNOLOGIES TO MEET YOUR NEEDS:

































● GAS OR ULTRASONIC ATOMIZATION FOR SPHERICAL POWDERS WITHOUT ANY SATELLITES





Ideal for LPBF, MIM and other Additive Manufacturing applications with the need for high quality powders with high purity, sphericity and wide range of reproducible particle size distribution.


● WATER ATOMIZATION FOR MORE IRREGULAR POWDERS Ideal for recycling/re ning process, press & sinter process and others.

● MAXIMUM PURITY BY OXIDATION-FREE PROCESSING in the closed-chamber machine by means of de-gassing, vacuum and protective gas features

● FOR A WIDE RANGE OF METALS AND FOR SMALL TO MEDIUM AMOUNTS Temp. max. up to 2100° C . Also versions for high-reactive metals as Al or Mg available!


● AIR CLASSIFIER AC SERIES FOR PRECISE SEPARATION OF METAL POWDERS into ne and coarse powder fractions especially in the range < 25 µm, where conventional sieving operations

● ALL UNITS DESIGNED FOR EASY HANDLING AND CLEANING, QUICK ALLOY CHANGE WITH MINIMUM CROSS CONTAMINATION


POWDER ATOMIZATION PLANTS · AIR CLASSIFIERS · VACUUM PRESSURE CASTING SYSTEMS CONTINUOUS CASTING SYSTEMS · MELTING MACHINES · GRANULATION SYSTEMS 75045 Walzbachtal · Germany · Phone +49 7203 9218-0 · E-mail: info@bluepower-casting.com
fail.
Inert gas air classi cation on AC 1000 G Ultrasonic atomization www.bluepower-casting.com SEE YOU AT WorldPM 2022 FORMNEXT 2022 Gas atomized Ag-based solder alloy powder Gas Atomization Unit AUG 3000 BLUE POWER EQUIPMENT & EXPERTISE FOR YOUR METAL
Ultrasonic
Atomizer AUS 500 powered by AMAZEMET
GKN Aerospace and Northrop Grumman collaborate to produce large-scale titanium aerostructure
GKN Aerospace has collaborated with aircraft manufacturer Northrop Grumman in the production of an additively manufactured titanium aerostructure component measuring approximately 2.5 metres – report edly the largest AM aerostructure produced by GKN Aerospace. The component was additively manufactured from approximately 45 kg of titanium using a wire-based laser Directed Energy Deposition (DED) process at GKN Aerospace’s AM Centre of Excellence, located at the US Department of Energy’s Manufacturing Demonstration Facility (MDF) at Oak Ridge National Labora tory (ORNL).
GKN explained that this type of demonstration part is vital to enabling full industrialisation of the wire-based laser DED Additive Manufacturing

process for aerostructure components which feature complex geometry found in titanium aerostructure designs.
“This collaborative milestone demonstrated cutting-edge manufac turing methods to build large aircraft components,” stated Francisco Flores, vice president, production operations, Northrop Grumman Aeronautics Systems. “Additive Manufacturing technologies, combined with digital transformation and analysis capabili ties are enabling novel approaches to design and advanced manufacturing processes.”
GKN Aerospace opened its second US-based laser DED AM cell at Oak Ridge in 2019 focused on research and development of large-scale structural aircraft components. A third AM cell is expected to follow before the end of 2022.

Shawn Black, president of GKN Aerospace Defense Business, commented, “This achievement further advances GKN Aerospace’s research into laser metal deposition, expanding on the material science and process development for aero structure and engine components. We appreciate the opportunity to work with Northrop Grumman to accom plish this milestone in large-scale Additive Manufacturing.” www.gknaerospace.com
WITH
Metal Additive Manufacturing | Autumn 2022 73Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF www.microtrac.com GET THE FULL PICTURE
CAMSIZER X2 Dynamic Image Analysis is the optimum solution for the characterization of metal powders and superior to alternative measurement methods in many areas. Benefit from the advantages of fast and reliable particle characterization with MICROTRAC’s CAMSIZER X2: I Oversize detection: High sensitivity: finds 0.005 Vol. % or less of oversize particles in a metal powder sample. I Shape measurement: Identifies satellites, elongated, broken or fused particles. I Quick analysis: Typical measurement time is 2 minutes or less. Excellent repeatability and accuracy. I Established and reliable technology: Dynamic Image Analysis is suitable for powder testing according to ISO/ASTM 52907:2019.
THE FIRST CHOICE FOR METAL POWDER CHARACTERIZATION
MRB-Advert-GB-PowderMet-175x120.indd 1 01.03.2022 10:33:40
The titanium AM aerostructure component measures around 2.5 m in length (Courtesy GKN Aerospace)
Industry News
Nano Dimension expands into ceramic and metal AM with acquisition of Admatec and Formatec
Nano Dimension Ltd, Waltham, Massachusetts, USA, a specialist in additively manufactured electronics and micro Additive Manufacturing, has signed and closed a definitive agreement to acquire Formatec Holding B.V. (Admatec/Formatec) which includes its two subsidiaries: Admatec Europe B.V. and Formatec Technical Ceramics B.V. Admatec/Formatec, based in the Netherlands, is a developer and manufacturer of Additive Manufacturing machines for ceramic and metal components. Its industry-grade systems use a form of Vat Photopolymerisation (VPP) and materials with superior mechanical, electrical, thermal, biological, and chemical properties to produce a range of parts for medical, jewellery and industrial uses. Admatec/Formatec’s service bureau platform combines the advantages of Metal Injection Moulding and Additive Manufacturing for industrial-scale customers. Both means of production have served as a strategic advantage in working with customers, from early-stage ideas into serial production of end-use

Nano Dimension has acquired Admatec and Formatec (Courtesy Admatec Europe)
parts. Nano Dimension will further expand this reach through its experience in deep learning-based AI, materials science and robotics.
Admatec/Formatec has shown promising financial results under strenuous circumstances of its parent company, indicating that growth based on its innova tive technology is reliably expected. The business delivered $5.3 million in revenue with a gross margin of 56% in 2021 and is expected to grow annually. Nano Dimension has paid a total cash sum of $12.9 million for Admatec/Formatec (net of its cash).
Jaco Saurwalt, Chief Operating Officer of Admatec/ Formatec, who is joining Nano Dimension as the Head of its Admatec/Formatec Division, commented, “The teams across Admatec and Formatec are excited to become a part of Nano Dimension. We are proud of how we have developed this business and are convinced that we shall be able to expand and accel erate our growth based on our present technology and services. We expect that the combined expertise with Nano Dimension will further establish a leading position in the high-mix-low-volume 3D-AM production markets.”
Yoav Stern, chairman and Chief Executive Officer of Nano Dimension, stated, “Admatec/Formatec’s scien tists, engineers and other team members, all of whom joined Nano Dimension upon closing of this transac tion, are leading experts and industry veterans in AM 3D-industrial processes. They are going to continue to be led by their present management team.”
Stern added, “No less important, is our intention to use our deep learning-based artificial intelligence technologies, from our DeepCube acquisition, to become the ‘robotic brains’ for Admatec/Formatec systems. We expect this will improve yield and throughput and drive a more seamless integration with Nano Dimension’s Fabrica systems.” www.admateceurope.com www.nano-di.com

Metal Additive Manufacturing | Autumn 202274 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News

Blue Power and Indutherm launch atomisation system for platinum and high temp alloys
Blue Power Casting Systems GmbH, Walzbachtal, Germany, has launched a new high-temperature gas atomisa tion system for platinum and other high-melting alloys following a collaboration with Indutherm Casting Technology, a fellow subsidiary of Indutherm Erwärmungsanlagen GmbH.
This development is the result of a German-Canadian research project titled HiPTSLAM which began in 2019. Indutherm Casting Technology participated in the project along with research institutions, producers and end-users to collectively identify new tool steel solutions. Indutherm’s task was the process optimisation in the high-temperature atomisation of steel, CoCr, etc. and was carried out in close cooperation with Rosswag Engineering, also a HiPTSLAM member.
This research resulted in the development of new HTC versions of the company’s AUG series of gas atomisers. With direct inductive heating, the HTC+ version now reaches a maximum temperature of 2100°C. Oxidation-free processing in the closed-chamber machine by means of degassing, vacuum and protective gas features is said to guarantee maximum purity of the produced powder.
The AUG HTC+ produces fine powders < 20 μ m from high melting special alloys e.g., based on platinum or chrome for a wide range of powder
applications such as Laser Beam Powder Bed Fusion (PBF-LB), Metal Injection Moulding, Binder Jetting (BJT) and more. Three different AUG versions are available in the HTC+ specification, offering capacities from ≈ max. 6 kg Pt (AUG 500 HTC+) to ≈ max. 70 kg Pt (AUG 3000 HTC+).
Atomisation tests with up to 20 kg of 950 PtCu, 950 PtRu, 900 PtRh and with pure platinum have showed high process stability and excellent results in terms of particle size distribution, purity and flowability. This is said to
open numerous new application possibilities in the areas of watch and jewellery production, medical technology, aerospace and more. Additionally, material loss is a key factor, especially when it comes to precious metals. The machine is designed for easy cleaning and is equipped with a gas separation system (by treatment in a cyclone) and a filtration system.
The new high-temperature atomisers are said to have been met with great interest in the field of materials research, as they also have the best prerequisites for the atomisation of metalceramic compounds, intermetallic compounds, or high-entropy alloys. www.bluepower-casting.com www.indutherm.de/en/
Blue Power Casting Systems and Indutherm Casting Technology have launched an atomisation system for platinum and other high melting alloys (Courtesy Blue Power Casting Systems GmbH)
Deutsche Edelstahlwerke offers metal powders for Additive Manufacturing
Deutsche Edelstahlwerke, Witten, Germany, now offers a range of gas atomised metal powders for Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing under the brand name Printdur. Available
powders include Fe-, Ni- and Co-base metal powders, said to be ideally adapted for the PBF-LB process.
Deutsche Edelstahlwerke has more than 160 years of experience
in steel production, and draws on this knowledge to provide support to its customers in determining the param eters necessary for their powders, and testing completed powders to customer specifications using its in-house PBF-LB AM capabilities.
Currently, the company produces over 200 metal powder alloys. www.dew-stahl.com

Metal Additive Manufacturing | Autumn 202276 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
TANIOBIS
on our 60 years expertise in manufacturing and development of refractory metals, we have developed AMtrinsic® atomized tantalum and niobium spherical powders and their alloys for demanding additive manufacturing technologies. Our ability to adjust specific intrinsic material properties enables us to push the limits according to the requirements of your application.

B
the expansion of its metal additive manufacturing powders by addition of C103 (Nb-10Hf-1Ti) and FS-85 (Nb-28Ta-10W- 1Zr) pre-alloyed powders to its product portfolio. High-temperature strength, superior creep properties and their excellent processability with AM make these alloys great candidates as structural material for various aerospace applications.


manufacturing offers design freedom enabling manufacturing of lightweight components with complex features e.g. rocket thruster with integrated cooling channels which is the main application of our AMtrinsic® C103 and FS-85 alloys.
AMtrinsic® spherical tantalum and niobium powders provide outstanding combinations of material properties customized for specific applications. Aligned with 3D-printing technology, AMtrinsic® powders can help overcome hurdles in various high-tech industries. The high temperature stability, excellent corrosion resistance and biocompatibility of AMtrinsic® Ta, Nb powders and their alloys deliver a perfect fit for biomedical (Ta, TNT and TNTZ), chemical (Ta, Nb, Ta-W) and aerospace (Ta-W, C103 and FS-85) applications. In addition, AMtrinsic® Nb with its prominent superconducting property found its application in superconducting industry.

TANIOBIS GmbH announces
Additive
HEA Ti-Nb-Ta Ta-W C103FS-85 TNTZ Ta 108.95 73 Nb 92.906 41
ased
Visit us at Formnext 2022 DE Frankfurt, Hall 12.0, B47

www.mimete.com FORMNEXT 2022 REIMAGINE YOUR PRODUCTION WITH OUR METAL POWDERS HALL 12.0 - BOOTH A02 Visit us at
Czinger unveils new 21C V Max and Hyper GT cars

Czinger Vehicles has unveiled its new 21C V Max and Hyper GT, with both cars said to feature extensive metal additively manufactured structures and components throughout. The 21C V Max is the second body style of Czinger’s 21C, its first production car. Engineered with a focus on combined acceleration and top speed, the V Max’s extended tail profile separates it from its high-downforce counter part. Optimised for high speed, the bodywork of the V Max was designed to produce the lowest coefficient of drag possible. The in-house designed hybrid powertrain features a 2.88 litre twin turbo V8 with a combined output of 1250 hp.
“This is an exciting journey for us as we shatter the boundaries of design and performance,” stated Kevin Czinger. “The V Max is a new chapter in the 21C story, delivering
high top speeds, unrivalled road and track performance and timeless elegance. This is a historic moment in time and one that will fundamentally change automotive manufacturing for generations to come. The future isn’t ten, twenty or thirty years away. The future is now.”
Also previewed was the Hyper GT, a speed-focused coupe with a front end intended to convey power and road confidence while the rear mirrors the 21C V Max’s aerodynamic design. Developed utilising Czinger’s proprietary Human-AI design, automated assembly and sustainable manufacturing systems, the chassis structure of the Hyper GT is designed for good power:weight and employs an in-house designed, strong hybrid drivetrain.
Lukas Czinger, “We have created the world’s most technologically


















Czinger has revealed its 21C V Max (Courtesy Czinger)
advanced hypercar. From the AI-driven design software used to engineer it to the patented alloys its structures are printed in, the 21C embodies more than seven years of development and hundreds of millions of capital investment. We are excited to introduce new segment defining models to our line-up in the years to come and establish Czinger as one of the great American automotive brands of our time.”
The first Czinger 21Cs – in both body styles – are projected to be delivered in late 2023. www.czinger.com




Metal Additive Manufacturing | Autumn 2022 79Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFIndustry News
CERAFAB MULTI 2M30 COMBINE METAL & CERAMICS — MULTI-MATERIAL 3D PRINTING PURE COPPER & ALUMINA We are ceramic 3D printing. PURE COPPER & GLASS CERAMIC Visit us at FORMNEXT Booth D39 | Hall 11.1
Monash University researchers create high-strength titanium alloy using Additive Manufacturing
Researchers from Monash University, based in Melbourne, Australia, have published a study which demonstrates the use of Additive Manufacturing to develop an ultra-strong titanium alloy via the manipulation of its microstructure. The research, published in Nature Materials , was done on commercially available material. The researchers used Laser Beam Powder Bed Fusion (PBF-LB) to manufacture from ß-titanium alloy powders, exploiting the inherent thermal cycling and rapid cooling Additive Manufacturing to achieve a nanoprecipitation microstructure that the researchers believe is a first of its kind.
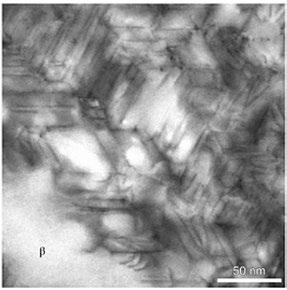
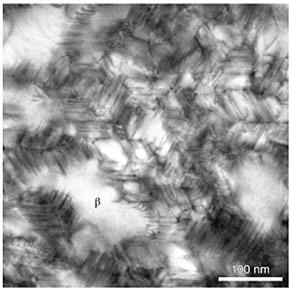
The additively manufactured parts were subjected to heat treatments at two different temperatures (480 and 520°C); the tensile stress-strain curves of as-built and post-processed parts were measured. From the curves, the thermally treated samples showed what the researchers called an unexpectedly high level of strength, with a 50–70% relative improvement over the as-built
COMPLETE ADDITIVE SOLUTIONS
METAL POWDERS | PRINTED COMPONENTS | SERIES PRODUCTION
Nanotwinned α -precipitates in the PBF-LB microstruc ture after post-heat treatment at 480°C/6 h (Courtesy Prof Huang, Aijung and Dr Zhu, Yuman, et al, Ultras trong nanotwinned titanium alloys through Additive Manufacturing)
sample. In particular, the UTS after the 480°C postheat treatment reached the level of 1,611 MPa whilst maintaining a good uniform elongation of 5.4%.
“Titanium alloys require complex casting and thermomechanical processing to achieve the high strengths required for some critical applications,” stated Professor Aijun Huang. “We have discovered that Additive Manufacturing can exploit its unique manufacturing process to create ultra-strong and thermally stable parts in commercial titanium alloys, which may be directly implemented in service.”
He continued, “After a simple post-heat treatment on a commercial titanium alloy, adequate elongation and tensile strengths over 1,600 MPa are achieved – the highest specific strength among all 3D printed metal to date. This work paves the way to fabricate structural materials with unique microstructures and excellent properties for broad applications.”

Kennametal brings deep expertise to every layer of the AM process — from powder to finished
3D
corrosion
unlocking the full value
demanding wear,
high-temperature
The process is said to offer a new approach to precipitation strengthening commercial titanium alloys which will enable them to be used in loadbearing applications, making them well suited to aerospace, space, defence, energy and biomedical industries.
‘Ultrastrong nanotwinned titanium alloys through Additive Manufacturing’ was led by Professor Huang and Dr Yuman Zhu alongside Kun Zhang, Zhichao Meng, Kai Zhang, Peter Hodgson, Nick Birbilis, Matthew Weyland, Hamish L Fraser, Samuel Chao Voon Lim, Huizhi Peng, Rui Yang and Hao Wang. The full paper is available via Nature Materials website.
www.monash.edu
Metal Additive Manufacturing | Autumn 202280 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News www.kennametal.com/am
part —
of
printing for
erosion,
and
applications.
www.nature.com/articles/s41563-022-01359-2
POWDER






UP The industry’s best AM metal powders — now Carpenter Additive has 25+ premium metal powders in stock — engineered for additive manufacturing, optimized for your machines. Order online today. We’ll ship it tomorrow. Get the materials you need CarpenterAdditive.com/OnDemand PowderRange IRON | NICKEL | COBALT | ALUMINUM | TITANIUM | TUNGSTEN | TANTALUM | COPPER
Rosswag Engineering gains TÜV SÜD recertification as metal powder producer for AM



Rosswag Engineering, based in Pfinztal, Germany, a supplier of metal powders, components and qualification services in the metal Additive Manufacturing industry, reports it has extended its ‘Additive Manufacturer’ qualification for the upcoming year through TÜV SÜD certification.

The Additive Manufacturer certifi cate expands Rosswag’s certification within metal powder production which, alongside ISO 9001 and ISO 14001 certifications, is intended to ensure the high-quality production of serial components in metal Additive Manufacturing.
Aston Martin collaborates with Divergent for DBR22 subframe

Aston Martin has unveiled its DBR22, a V12-engined two-seater, at 2022 Monterey Car Week in California, USA. The sportscar features an additively manufactured aluminium rear subframe produced by Divergent Technologies, Torrance, California. The company is said to have chosen Addi tive Manufacturing due to its ability to produce lightweight, stiff parts, with the opportunity to make bespoke parts for ultra-low volume models.
The team at Divergent worked with the car maker to produce the parts for the DBR22’s subframe, confirmed Lukas Czinger, senior VP Divergent, on LinkedIn. Individual aluminium components were additively manufac tured before being bonded together to create the full assembly.
“Technology is pivotal in the construction of DBR22, with extensive use of carbon fibre throughout, and the use of 3D printing for the manufac ture of a structural component,” stated Roberto Fedeli, Aston Martin Chief Technical Officer. “As such, DBR22 showcases our unique capabilities, with world-class design combined with an agile, intelligent approach to engineering and production. For a car that was designed to celebrate the ultimate bespoke customisation service, the engineering developments mean DBR22 truly has the dynamic theatre to match, ensuring the drive is just as addictive as its looks.”
The Aston Martin DBR22 features an additively manufactured rear subframe (Courtesy Aston Martin)
Metal Additive Manufacturing | Autumn 202282 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
www.divergent3d.com www.astonmartin.com
www.rosswag-engineering.de
Unique inert gas atomizing technology produces highly specified, spherical metal powders for MIM and AM applications. Team with history of developing and producing fine gas atomized powders since 1990.
Specializing in sub 30 micron powders, Ultra Fine has the technical capability to work with you to develop and produce the powder to suit your application. Ultra Fine offers flexibility and quick turn-around times.

partner Novamet Specialty Products Corp., Ultra Fine provides various after treatments, coatings and other capabilities using Ultra Fine’s high quality powders.


500 Park East Drive | Woonsocket, RI 02895 USA 1420 Toshiba Drive, Suite E Lebanon, TN 37087 USA www.novametcorp.com MIM & BINDER-JET AM METAL AS9100:2016 CERTIFIED POWDERS
With
Providing Quality Metal Powders Since 1976 ww finepowder.com ISO9001:2015 CERTIFIED ISO9001:2015CERTIFIED


BCN3D announces a new partnership with India’s Shree Rapid Technologies
Shree Rapid Technologies, one of the largest Additive Manufacturing and 3D scanning solutions providers in India, has announced a partnership with the Spanish AM machine manufacturer BCN3D. The partnership is expected to help drive innovation, double productivity, cut costs and streamline workflows with the advanced AM technologies from BCN3D.
BCN3D produces filament-based Material Extrusion (MEX) machines that are capable of processing metal-containing filaments as well as polymer filaments.

“SRT decided to partner with BCN3D for several reasons,” stated Nitin Chaudhari, Partner Shree Rapid Technologies. “As a leading 3D printing solution provider in the
BCN3D and Shree Rapid Technologies have partnered to deliver BCN3D’s range of AM solutions (Courtesy BCN3D Technologies)
Indian market, after a very careful detailed analysis of the various options in the market, BCN3D was our obvious choice for offering their professional desktop 3D printing solutions in India. BCN3D being a trusted brand globally with engi neering, automobile and consumer goods industry, as well as service bureau market, we can offer an industrial professional desktop 3D printing in India now.”
BCN3D’s CEO, Xavier Martínez Faneca, added, “It is an honour for BCN3D to partner with SRT, and I am confident their team in India will provide a quality service to our customers. This is yet another example of BCN3D’s rapid growth through expanding its Global Partner Network” www.shreerapid.com www.bcn3d.com
Metal Additive Manufacturing | Autumn 2022 85Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFIndustry News
Systemized Powder Handling
BMT Aerospace selects DNV qualification for PBF-EB Additive Manufacturing

BMT Aerospace, Oostkamp, Belgium, has chosen DNV for Facility Certification and Part Production Specification (PPS) for Electron Beam Powder Bed Fusion (PBF-EB) process, according to the DNV service specification DNVGL-ST-0568. This follows on from BMT’s participation in the proGRAM JIP project, which produced guidelines for the use of Additive Manufacturing within the oil & gas and maritime industries. The project’s second phase added PBF-EB Additive Manufacturing to the standard.
Certifying an Additive Manufacturing facility to a globally recognised DNV’s AM ‘Facility Certification’ standard is intended to provide assurance to customers that the qualified facility meets the rigorous criteria, confirmed by qualified Additive Manufacturing experts. BMT’s certification project is aimed to be completed by the end of this year.
“DNV facility certification and part family qualification is very important for BMT aerospace to support our growth target in energy and oil & gas application area,” stated Ewald Goossens, Innovations & New Technologies Manager at BMT Aerospace. “We see the great potential of AM in these industries, and clearly these certifica tions will provide us to create trust with our end user customers with a right level of assurance and help them to integrate our services in their just-in-time manufac turing supply chain. With this certification we are also looking forward to providing our customers’ necessary confidence in the quality and repeatability of our AM process.”
Dr Sastry Kandukuri, Global AM Practice Lead and Senior Principal Materials Specialist at DNV’s Energy Systems Business Unit in Norway, added, “DNV’s Facility Certification is based on our extensive experience and help the manufacturers with necessary awareness about quality requirements of industry recognised standards, identify and mitigate manufacturing risks, and serves as a basis for closing and managing the gaps. Our current customers and potential clients are increasingly interested in the benchmarking of the AM facilities they wanted to use in future projects. We are very happy to see that BMT Aerospace have chosen to work with us and we are looking forward to add value through our competence, integrity and independence.”
Part of the BMT Group, BMT Aerospace is a designer and manufacturer of gears and mechanical components for the aerospace industry. It is active in five key market segments which include high lift actuation gears, turbine engine gearboxes, shafts & couplings, high-precision detail gears, and bevel, helical and ring gears. The company employs a total of 560 workers and has a consolidated annual turnover of $100 million. www.bmtaerospace.com
Metal Additive Manufacturing | Autumn 202286 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
Holistic. Customized.ADDITIVE
6K Additive partners with Incodema3D for metal powder and recycling














6K Additive, a division of 6K, North Andover, Massa chusetts, USA, has announced a strategic Additive Manufacturing powder supply agreement and recycling partnership with Incodema3D, Freeville, New York.
Following increased demand and larger volume orders, predominantly from aerospace and defence customers, Incodema3D sought to secure a domestic Additive Manufacturing metals powder supply that met strict quality standards, as well as a solution for recy cling its used powder and parts. 6K Additive, through its UniMelt plasma microwave powder production system, is able to provide high volumes of domestically manufactured powder and a route to sustainably recycle Incodema3D’s used metals through its Powder Buy Back programme.

“We are talking to clients now about projects for 2023 that will require ten tons of metal powder per month,” stated Kevin Engel, Director, Additive Manufacturing and metrology operations. “When you’re going through that volume of powder, recycling becomes imperative, and sustainability is key to our business. By recycling our used powder with 6K Additive we have been able to drive down our contribution costs for material by 15% already. Add to it the quality standards both Incodema3D and our customers demand sets a high bar for any one supplier. 6K Additive overachieved on this front.”
6K Additive’s mission is to provide a solution for global decarbonisation in producing performance Additive Manufacturing materials critical to production in markets such as aerospace, medical and industrial applications. Recently, the company released results from a Life Cycle Analysis, the results of which showed a 91% reduction in energy use and a 91.5% reduction in carbon emissions when using the 6K UniMelt process.
Incodema3D undertook its own pre-qualification of 6K Additive’s nickel alloy 625 (Ni625), a high-strength, corrosion-resistant alloy that is popular with many of its customers. Internal qualification samples measured tensile strength, microstructure, density, and chemical composition and benchmarked the results against existing suppliers and their strategic customer’s requirements. 6K Additive’s Ni625 was said to have surpassed every measure used in the assessment, including tensile strength (greater than 125 ksi), yield strength (greater than 85 ksi), and elongation at break (greater than 30%).
“We tested five samples and each one returned density results of 99.9%, which far exceeds the minimum requirement. Anything over 99.5% density in Additive Manufacturing is a good part,” concluded Engel. www.6kinc.com/6k-additive/ www.incodema3d.com

Metal Additive Manufacturing | Autumn 202288 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News VACUUM & CONTROLLED ATMOSPHERE TREATMENTS OF 3D PRINTED METAL PARTS A Global Offer, One Supplier AUTOMOTIVE - AERONAUTICS - MEDICAL ENERGIES - ELECTRONIC EXHIBI T ING AT WORLD PM Booth 97






HZG Additive Manufacturing Tech Fund reaches €60M investment
HZG Group, a venture capital investor based in Germany, has completed an investment round resulting in €60 million for its HZG Additive Manufacturing Tech Fund, which will support Additive Manufacturing startups, primarily based in Germany, Austria, and Switzerland across all areas of Additive Manufacturing and related industrial fields.
The investment fund was reported to be significantly oversubscribed, initially having an upper limit of €50 million and later increased to €60 million. Following a €25 million investment by HZG Group founders Kerstin Herzog and Frank Carsten Herzog, the remaining funds came from entrepreneurs and other investors.
“We were sure that we would be able to win investors for our offer,” stated Frank Carsten Herzog,
founder and Managing Director of the HZG Group. “We were pleasantly surprised that we were able to close the fund so quickly. We are in the fortunate position of having brought together a handpicked group of inves tors with whom we can exchange ideas intensively. With combined experience, a proven track record and access to an excellent 3D printing infrastructure, we want to effectively support young entrepreneurs and take them to the next level in order to establish them as industrial partners.”
In addition to its current invest ment in Additive Manufacturing, the group is currently building its own research and development centre in Lichtenfels with NADDCON. As a technology platform, NADDCON offers the necessary infrastructure for testing and optimising practical future digital technologies.
Kerstin Herzog and Frank Carsten Herzog, founders and Managing Directors of HZG Group, have invested €25 million of a total €60 million to support AM startups (Cour tesy HZG Group)
Kerstin Herzog and Frank Carsten Herzog are the original founders of Concept Laser GmbH, having established the company more than twenty years ago before it was successfully integrated with GE in 2016. Their experience, along with their team of engineers at HZG Group, allows them to contribute to support and further develop the industry. www.hzg-group.com

Metal Additive Manufacturing | Autumn 202290 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
Repkon and Titomic sign Joint Venture to establish hybrid cold spray manufacturing facility

Titomic Limited, headquartered in Melbourne, Australia, has signed a comprehensive Joint Venture agreement to establish a hybrid cold spray, flow-forming manufac turing facility with Repkon Machine and Tool Industry and Trade Inc., based in Istanbul,Turkey.
The Titomic-Repkon Joint Venture’s facility, located in Turkey, will leverage both Titomic’s TKF and Repkon’s advanced technologies, introducing new capabilities to barrel manufacturing within the defence sector including reduced lead times, diverse and unique material compositions and capabilities, reduced weight, and improved performance.
As the facility is established, Titomic expects to sell two TKF Systems to the Titomic-Repkon Joint Venture, with the TKF Systems providing one of the two core processes in the manufacturing of barrels for the defence sector. This will include a TKF 1000, with an estimated sale price of €1.5 million; and a bespoke TKF 3250R, with an estimated sale price of €3.4 million. The TKF 3250R machine sale price will be confirmed once the final machine configuration has been settled.
Titomic has signed a comprehensive Joint Venture to establish the world’s first hybrid cold spray, flow-forming manufacturing facility with Repkon Machine and Tool Industry and Trade Inc (Courtesy Titomic)
Titomic will also sell consumables (powder) to the JV and receive a share in profits from barrel sales.
As announced in December 2021, Repkon became a strategic investor in Titomic through a €1.6 million investment, demonstrating confidence in the technology.
Herbert Koeck, Managing Director of Titomic, stated “The Titomic-Repkon Joint Venture has opened the door to a world-first high volume hybrid cold spray manu facturing facility. This was only possible by bringing Titomic’s TKF process and Repkon’s patented flow forming process together to produce high-performance components for weapons barrels.”
THERMAL PROCESSING SYSTEMS



PILOT, SMALL, OR HIGH VOLUME PRODUCTION, GASBARRE HAS THE EXPERTISE AND EQUIPMENT FOR EACH APPLICATION
“The joint venture shows that Titomic’s cold spray process enables metal Additive Manufacturing in a high volume commercial manufacturing environment, for a technically critical end application. With its ability to utilise the combination of two innovative processes in barrel manufacturing, the facility will lead the produc tion of next-generation barrels with tailored perfor mance characteristics for specific applications and missions. It opens up a world of many design features for barrel manufacturing which were not previously possible,” continued Koeck.
Ibrahim Kulekci, CEO of Repkon, added, “Titomic is a leading company with proven reliability in metal Additive Manufacturing so, having them as our joint venture partner, will be extremely beneficial in producing and selling barrels designed by Repkon. We believe the performance, superior strength-to-weight ratios, enhanced durability and cost advantages these products and manufacturing processes provide offer unique advantages for our barrels and we are keen to explore these opportunities even further over the next months and years.”
www.titomic.com
www.repkon.com.tr/en/
Metal Additive Manufacturing | Autumn 202292 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News www.gasbarre.com




Metal 3D printers that shape the tomorrow of manufacturing We need mass collaboration to solve the complex challenges of additive manufacturing. Our 3D printers together with our open source platform will accelerate this process, allowing you to develop and manufacture new materials, shapes and applications the industry has yet to see. Meet us at Formnext 2022, hall 12.0 booth E138 www.freemelt.com
AddiMap to provide digital marketplace for process parameters and material data

Rosswag Engineering, Pfinztal, Germany, reports it is developing a Laser Beam Powder Bed Fusion (PBF-LB) Additive Manufacturing process and parameter marketplace, expected to make the benefits of more productive parameter sets and new materials more readily available to users of the system.


Based on many years of experi ence with the production of more than 60,000 metal AM components and the in-house qualification of over forty PBF-LB materials, Rosswag started the AddiMap project together with NuCOS, a full-stack software company, in 2020. The aim is to develop a digital B2B platform to provide all materials, parameters, data and services for the accelerated industrialisation and democratisation of metal Additive Manufacturing.
The first service of the AddiMap platform will be a marketplace for trading reliable process parameters and material data to reduce the inefficiencies in PBF-LB Additive Manufacturing process parameter development projects. Instead of validating the quality and productivity of optimised parameter sets over several weeks with their own test series and analyses, the results can be traded on the marketplace to instantly take advantage of the technology. This is expected to enable customers with a small investment
to increase the productivity of their Additive Manufacturing machines by more than 80% compared to generic standard parameters. For data providers with a focus on R&D activities, the marketplace is expected to create new business models through the sales of otherwise unused parameters and data.
The initial goal of the marketplace is to avoid occupying AM machine capacity to resolve issues that have already been resolved multiple times, so that market participants can focus on new, valueadded applications for the continued growth of PBF-LB technology. If those in the community are willing to trade data, all market participants will benefit states the company.
The launch of AddiMap will take place at Formnext 2022, visit hall 12 booth D 21. www.addimap.com
www.rosswag-engineering.de www.nucos.de
THE PERFECT HEAT TREATMENT SOLUTION FOR ADDITIVE MANUFACTURED PARTS
AddiMap will launch in November at Formnext 2022 (Courtesy AddiMap)
Metal Additive Manufacturing | Autumn 2022 95Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFIndustry News
TAV VACUUM FURNACES SPA Via dell’Industria, 11 - 24043 Caravaggio (BG) - ITALY ph. +39 0363 355711 - info@tav-vacuumfurnaces.com www.tav-vacuumfurnaces.com Wide range of standard and customized VACUUM FURNACES for INDUSTRY and R&D LABORATORIES. Vacuum thermal processes: - DEBINDING & SINTERING - SOLUTION TREATMENT - STRESS RELIEVING Used in the most AM technologies: BINDER JETTING, DMLS, SLS, SLM, WFMD Process gas: Ar, N2, H2 Vacuum level: from atmosphere to 10-6 mbar Temperature range: up to 2300 °C METAL or GRAPHITE chamber
Velo3D opens new European Technical Centre in Germany
Velo3D, Inc., headquartered in Campbell, California, USA, celebrated the opening of its new European Technology Centre with a ribbon cutting ceremony attended by Velo3D executives, European customers, local government leaders, and engineers. The new facility, based in Augsburg, Germany, will manage the company’s operations in Europe, host customers for trainings, and conduct meetings with customers and partners.
The new technology centre is over 110 m 2 in size, with a lab area featuring a Velo3D Sapphire AM machine, a showcase of parts that were additively manufactured using the company’s technology, offices, and conference rooms for hosting customers and events.

“Three years ago, we shipped our first Sapphire printer to our very
first customer and since then, we’ve experienced tremendous growth across all of our key industries,” said Benny Buller, Velo3D Founder and CEO. “Our new Technology Centre in Augsburg will support our efforts in growing our presence in Europe in a similar manner and will feature an Additive Manufacturing solution capable of printing our customers’ most ambitious designs.”
Velo3D’s European customer success, sales, and support teams
will reside in the technology centre, which will act as the hub for the company’s efforts in the region and showcase the end-to-end Additive Manufacturing solution from the company.

The company stated that Augsburg was selected for its central location to key regions in Europe, its proximity to Munich, and Velo3D’s existing presence in the region.
www.velo3d.com
Metal Additive Manufacturing | Autumn 202296 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
Velo3D’s new facility will act as company’s European headquarters with an operating Sapphire AM machine, demo centre, offices, and other facilities (Courtesy Velo3D)
SUBCONTRACTING FINISHING SERVICES


RENA Technologies offers Hirtisation® for any number of parts also as a finishing service at our site in Austria. We value every customer and are able to adjust to any specific application task. We welcome all lot sizes from single parts to large production series. As certified finishing center, processes and services follow the strict ISO9001/14001 regulations. In addition to the finishing service we, as Austria’s largest post-processing lab, offer a broad range of Quality Control testing.


HIRTISATION®
Optimum results may require adjustments of the printing process to the consecutive post processing! rena.com
THE POWER OF dynamic (Electro-)chemistry
Titomic enters joint venture with Nèos to establish AM facility for Invar36 tooling production
Titomic Limited, headquartered in Melbourne, Australia, has signed a joint venture agreement with Nèos International (previously Hockley Pattern), headquartered in Warwick, UK, to establish an advanced manufacturing facility in Halesowen, UK. The agreement
will result in what is said to be the world’s first large-scale Additive Manufacturing facility to produce and sell Invar36 faceplates for UK and Europe-based customers in the aerospace, space, defence, automotive and nuclear indus tries.
Under the joint venture, Titomic will supply a Titomic Kinetic Fusion (TKF) 2200 Additive Manufacturing machine at a sale price of around €1.6 million, pending final specification. The TKF 2200 will use supersonic cold gas dynamic spray of metal powders to additively manufacture industrialscale metal components.

“The Nèos Titomic Joint Venture will provide world-leading Invar tooling manufacturing capability through Additive Manufacturing,” commented Herbert Koeck, Managing Director of Titomic. “It is the culmination of years of research and development, dedication, and focussed commercial execution. Since late 2020, we’ve worked diligently alongside Nèos to develop best-in-class technology – technology that will redefine the possibilities for tooling manufacture and cold spray.“
“This is one of many partnerships we look to scale, as we establish ourselves as the only global supplier of low, medium and high-pressure cold spray systems, opening up new opportunities across the aerospace, space, defence, automotive, and nuclear industries,” he added.
Titomic’s TKF technology is said to offer multiple benefits for the manufacturing of Invar tooling. The process can reduce material waste by 80% compared to traditional subtractive manufacturing from billet, and enables improved lead times. It is also possible to repair existing tools, significantly mitigating maintenance and replacement costs. The reduced porosity, compared to tooling manu factured by casting, also increases product lifespan.
Carl Roberts, Chief Executive Officer of Nèos International, stated, “This joint venture with Titomic is another exciting stage in the growth of Nèos as a major player in specialist engineering and solutions. We continue to invest in new companies and advanced technologies ensuring that we provide our customers with the best solutions and that we offer our people in the group the best opportunities.”
www.titomic.com
www.neosintl.com

Metal Additive Manufacturing | Autumn 202298 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
MAM Island Half Page Ad – Grow Profits – C Series.indd 1 11/27/21 6:13 PM


DCM SURFACE GRINDERS RESURFACE ADDITIVE BUILD PLATES FAST WITH » 12-48” MAGNETIC ROTARY TABLES » 10-50HP GRINDING MOTORS » SIMPLE TOUCHSCREEN CONTROLS » ADVANCED TECHNOLOGY www.dcm-tech.com | 800.533.5339 | 4455 Theurer Blvd. Winona, MN 55987
Hermeus acquires two Velo3D Sapphire AM machines for hypersonic aircraft production

Velo3D, Campbell, California, USA, reports that Hermeus, an aerospace company headquartered in Atlanta, Georgia, USA, has acquired two Velo3D metal Additive Manufacturing machines, an original Sapphire and a large-format Sapphire XC. Both AM machines will be calibrated for Inconel 718 and used to build parts for Hermeus’ Chimera engine and its Quarterhorse aircraft.
The Chimera engine is a turbinebased combined cycle engine that will power Hermeus’ first aircraft, Quarterhorse, an autonomous aircraft designed to touch high Mach speeds and prove reusability. Quarterhorse’s first flight is planned for 2023.
“Metal Additive Manufacturing is a core component of our plan to vertically integrate production,” stated Glenn Case, CTO at Hermeus. “As we explore the capabilities of Velo3D’s Additive Manufacturing technology, we’ll be looking for ways to increase performance, consolidate components, reduce weight of our aircraft, and minimise external dependencies.”
Velo3D explains that its metal AM technology has seen significant adoption in the hypersonics and NewSpace industries due to its ability to build the complex, missioncritical parts engineers need without compromising design, quality, or
performance. Customers can build existing designs without the need to design the parts for AM or obtain specialised training. The company’s solution also helps teams iterate on designs more quickly and greatly simplify supply chains.
Founded in 2018 with the aim of advancing air travel with hypersonic aircraft, Hermeus has received more than $130 million in funding, including a $100 million Series B and contracts with the U.S. Air Force. It has support from NASA and other US government agencies, as well as funding from RTX Ventures, the venture capital group of Raytheon Technologies.
Benny Buller, Velo3D CEO and founder, commented, “Hypersonics is an extremely challenging subset of the aviation industry and at the speeds that Hermeus will achieve, temperature, vibration, and aerodynamics play major factors in the flight of the aircraft. There are not many teams with the deep experience in hypersonics, aviation, and space flight that Hermeus has, and we’re truly honoured to provide Sapphire printers to help them achieve their goals. I have no doubt that they will bring their vision to life and make hypersonic commercial flight a reality.” www.velo3d.com www.hermeus.com
Rolls-Royce acquires two further multilaser SLM Solutions machines
SLM Solutions Group AG, Lübeck, Germany, has announced the sale of a further two quad-laser SLM®500s to Rolls-Royce. Rolls-Royce will be using the AM systems for the manufacturing of aero engine components, and the additional machines are intended to be part of the pre-production ramp up for the Pearl®10X, an engine designed specifically for the jet aircraft Dassault Falcon 10X.
These SLM 500s will be utilised to additively manufacture complex combustor tiles in an attempt to achieve valuable weight and emission
reduction, ultimately contributing to the environmental performance of the Pearl 10X, reportedly an overall 5% increase in efficiency for the Pearl 10X compared to its predecessor.
“Additive layer manufacturing enables the delivery of complex highperforming assemblies which cannot be manufactured using conventional techniques,” stated Richard Mellor, Rolls-Royce Chief Manufacturing Engineer for Additive Layer Manufac turing. “For example, these combustor tiles include cooling holes which turn the air through 180º, maximising efficiency whilst reducing emissions.
This repeat order reflects the close and successful relationship between the Rolls-Royce and SLM teams.”
The industrialisation of Additive Manufacturing within the broader civil aviation sector is expected to gather momentum in the coming periods, with the AMPOWER Report 2022 forecasting system sales will triple to over €250 million by 2026.
“Having a high-profile company such as Rolls-Royce as a returning customer is really gratifying,” added Sam O’Leary, SLM Solutions. “We are committed to forging relationships like these with our team of experts every step of the way, ensuring our customers’ success through close collaboration.” www.slm-solutions.com
Metal Additive Manufacturing | Autumn 2022100 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
Quarterhorse is an autonomous aircraft designed to reach high Mach speeds and prove reusability (Courtesy Hermeus)
High Pressure Heat Treatment. An essential technology now, and for the future of mankind
The Global Leader in High Pressure Technology
Do you want to know how High Pressure Heat Treatment can help you eliminate porosity, perfect material properties and shorten lead time from weeks to hours?
Quintus Technologies designs, manufactures, installs, and supports high pressure systems in three main areas: densification of advanced materials, sheet metal forming and high pressure processing for food and beverage innovation, safety, and shelf life.
Quintus has delivered over 1,900 systems to customers within industries from energy, medical implants, space, aerospace, automotive and food processing. The company is headquartered in Västerås, Sweden, with a presence in 45 countries worldwide.
Visit us in Hall 11.0-A11 at Formnext 2022 November 15-18, 2022 Frankfurt, Germany

www.quintustechnologies.com
Visit www.quintustechnologies.com for more information!
Climatic chamber for conditioning metal powders installed at TWI
TWI, Cambridge, Cambridgeshire, UK, has acquired a climatic chamber from Weiss Technik, Germany, for the conditioning of metal powders. The new climatic chamber will be used to assess

the influence of storage conditions, such as the effect of humidity and temperature, on metal powders as part of IUK funded Scalable AM Rule Creation & Dissemination (SAMRCD) project.
The climatic chamber is capable of simulating various environmental conditions, due to its extended temperature and humidity ranges. Additionally, the climatic chamber allows for rigorous checking and regulation of testing parameters to ensure simulation conditions meet the necessary requirements.
The SAMRCD project operates through a consortium led by Authentise Ltd, London, UK, having been awarded a competitive grant by the UK Research and Innova tion’s (UKRI) Transforming Founda tion Industries challenge, delivered by Innovate UK. TWI will also use the new climatic chamber to help customers simulate a particular environment for metal powders, simulate storage or operating conditions. It will help assess corrosion resistance, evaluate thermal stress and distortions, and understand coating thermal shock response. www.weiss-technik.com/en www.twi-global.com
Metal Additive Manufacturing | Autumn 2022102 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
TWI will use the Weiss Technik climatic chamber to assess the influence of storage conditions, such as the effect of humidity and temperature, on AM metal powders (Courtesy TWI)
www.incus3d.com Taking metal AM to the next level Visit us at Formnext 15-18.11.2022 Hall 11.1 BoothD42 • Lithography-based metal manufacturing • Superior surface aesthetics and production scale-up • Complementar y to metal injection molding Industry News


























Making our world more productive ADDvance® Laser230 Optimizing process reliability and productivity in laser powder bed fusion Linde‘s new process gas with up to: → 35% drop in spatter redeposition → 70% less porosity → 10% increase in productivity For more information contact us at info-additivemanufacturing@linde.com Linde is a company name used by Linde plc and its affiliates. The Linde logo, the Linde word and ADDvance are trademarks or registered trademarks of Linde plc or its affiliates. Copyright © 2022. Linde plc. Visit our website www.linde-am.com




Industry News We have added a number of improvements over the standard Fast Wire Edms including: • Cutting capacity of 625 x 625 mm • Panasonic AC Servo motors and drivers • Hiwin Linear Guideways • Build in Cad System • Two filters • Increased height side walls to reduce splashing • View windows to see the wire progress • Automatic spent wire spooler • Optional build plate support fixture • Optional Anti Electrolisis (AE) Four sizes available: • 400x320x410mm H • 630x500x625mm H • 1000x800x1050mm H • Horizontal Model 1000x1000x1000mm 1974 Bucktail Lane, Sugar Grove, IL 60554 1-888-289-3367 www.edmnetwork.com EDM Network provides “Everything in EDM” The new model EDMMax 656W 37 min TIME TO CUT
Desktop Metal qualifies nickel alloy Inconel 625 across range and updates Live Sinter software
Desktop Metal, headquartered in Boston, Massachusetts, USA, has announced the qualification of nickel alloy Inconel 625 for its Studio System™ 2 and its Shop System metal Additive Manufac turing machines, resulting in the material’s qualification across its entire metal AM portfolio, which includes the Production System and X-series models. Desktop Metal also announced updates to Live Sinter, the company’s sinter simulation software application.
“Manufacturers looking to produce complex geometries in IN625 now have a one-stop shop for efficient Additive Manufacturing 2.0 production,” stated Ric Fulop, founder and CEO of Desktop Metal.
“IN625 is a very difficult material to machine, but our technology truly makes it easy. We are proud of the work our world-leading material and process teams have done ensuring that this popular material can be offered across our portfolio.”

IN625 is a high-performance nickel alloy known for high levels of strength, temperature resistance, and corrosion resistance — making it a popular material choice for applications in the aerospace, chemical processing, and offshore energy industries.
Live Sinter simulation software Launched in 2020, Live Sinter automates the generation of sinterready, buildable geometries, as well
as supports, setters, and inserts, to make repeatable, volume produc tion of high-precision end-use metal parts through sinter-based Additive Manufacturing more accessible.
“Within the field of sinter-based Additive Manufacturing, Live Sinter stands alone for its ease of use and functionality,” commented Ric Fulop, founder and CEO of Desktop Metal. “No other solution offered today combines our powerful, rapid multi-physics simulation with scan-based adjustments and automated support and setter generation. Customers continue to report their absolute delight with this tool to us, and we look forward to continuing to invest in advancing Live Sinter to make sinter-based manufacturing acces sible to an ever wider audience, including metal injection moulding customers.”
www.desktopmetal.com
Compact Oxygen Analyzer

Metal Additive Manufacturing | Autumn 2022 105Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF SIL-O2
• Fail-safe oxygen measurement • Designed for harsh process applications • Fast response time • Analyzer and sensor meets the requirements of IEC61508 SIL 2 • 4-20 mAmps, 3 configurable alarm contacts • Compact for ease of integration Visit us at Formnext, Hall 11.0 Stand A19 ProcessSensing.com
Industry News
SPEE3D additively manufactures metal parts on US Naval ship
SPEE3D, headquartered in Melbourne, Australia, has stated that its WarpSPEE3D Cold Spray Additive Manufacturing machine was recently used on board a US Naval ship to successfully additively manufacture a number of components as part of NAVSEA’s REPTX (Repair Tech nology) exercise.

The WarpSPEE3D additively manufactured five bronze anchors while the vessel was engaged at sea; each of these parts was manufactured with the same results and within six minutes each time. In addition, the SPEE3D team assisted other companies with their trials, helping additively manufacture a wide range of components, including pressure fittings for pipes, protec tive boxes for naval equipment, and manufacturing mechanisms for robotic arms.
“Our goal during REPTX was to successfully test WarpSPEE3D’s deployable technology to print maritime military parts on demand and in various sea conditions,” stated Steven Camilleri, co-founder and CTO of SPEE3D. “We’re thrilled the results are favourable and that SPEE3D is the world’s first to print parts on a ship. We understand the operational, economic, and supply chain issues the military faces and look forward to continuing to work with US Defense to help solve some of these chal lenges.”

REPTX is currently being conducted as part of ANTX-Coastal Trident 2022, which has over sixty naval, academia, and industry participants. The trial consists of a series of technical demonstrations, field experiments, and exercises, both discussion, and operations-based.
The project aims to identify, validate and implement new technologies –including Additive Manufacturing – to help reduce supply chain issues, perform maintenance operations more efficiently, and limit travel time back to port. www.spee3d.com www.navsea.navy.mil
Metal Additive Manufacturing | Autumn 2022106 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
SPEE3D co-founder and CTO Steve Camilleri presenting AM parts to the US Navy (Courtesy DVIDS/Jhon Parson)
Metal AM Autumn AZO Image Fiesling engl. Pfade 175x120mm 23.09.2022.indd 1 06.09.22 18:09
Metal powders one-stop for

Get to know the strongest aluminium alloy worldwide: Our patent-protected A205 alloy and the corresponding A20X metal powder stand out for their exceptional mechanical properties. With our flexible production concepts and our ability to atomize spherical powders in temperature ranges of up to 2,500° C, we are your partner of choice for DIN EN 9100:2018 certified production and customized solutions. Learn more about our extensive portfolio of metal alloy powders – titanium, aluminium and copper based. We look forward to your visit at formnext, Frankfurt, November 15 – 18, 2022, at booth 12.0-A101. For further information please contact: ECKART Gmb H · Guentersthal 4 · 91235 Hartenstein · Germany E-Mail: dominik.reuschel@altana.com · info.eckart@altana.com www.am.eckart.net
AM






Industry News Materials R&D Customized Metal 3D Printer Fe Based Ti Based Ni Based SLM EBM DEB MIM BJ Co Based Powder Type Application HIP PVD MTI: (MTI is a Yuean group company) Materials Technology Innovations Co., Ltd. info@mt-innov.com Tel: +86 (0)20 3104 0619 www.mt-innov.com FOR MORE INFORMATION, CONTACT MTI Specialized in AM metal materials
Blue laser solutions provider Nuburu awarded US Air Force SBIR contract; moves towards public listing
Nuburu, Centennial, Colorado, USA, has been awarded an SBIR Phase II contract by the US Air Force to further develop its blue laser based Additive Manufacturing machine. This new class of laser for AM machines is reported to offer micron level resolution, increased part size and metal density, along with greatly increased build speed and minimal to zero post-processing and part shrinkage. The goal of the one-year project is to demonstrate improved speed and accuracy in the machine.
“We are honoured to bring the power of blue laser technology and next-generation 3D printing capa bilities to the United States military through this contract,” stated Mark Zediker PhD, CEO and co-founder of Nuburu. “By combining the absorp
tion advantages of blue lasers with area printing technology, we aim to create larger scale 3D printers that can offer up to 100 X the printing speed of an infrared laser-based printer with full metal density. If we are successful, this could allow the military to build replacement parts for older aircraft that have been obsoleted by the original suppliers and can otherwise take months to procure. This would greatly diminish the time required to build and replace critical components and would allow aircraft to return to operational readiness more quickly.”
In a further statement, Nuburu announced an agreement with Tailwind Acquisition Corp (TWND), which puts the company on track to
becoming publicly listed. Once the transaction is closed, Nuburu will operate under the name Nuburu Inc, from its current headquarters. It is expected to trade under ‘BURU’.
Chris Hollod, CEO of TWND, added, “Our goal at TWND is to partner with a founder-led company that has a large addressable market and is positioned for rapid and sustainable long-term growth based on its technology, innovation and industry leadership. We are pleased to have the opportunity to join forces with Nuburu, a busi ness offering solutions in metal processing that are critical to 3D printing, aerospace, consumer electronics, and e-mobility in the same way that picks and shovels were critical to the gold rush. Mark is a visionary CEO who is pioneering innovation to expand Nuburu’s transformative laser technology for a broad, leading-edge range of applications and industries.” www.nuburu.net
Metal Additive Manufacturing | Autumn 2022 109Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF ALUMINIUM ALLOYS FOR ADDITIVE MANUFACTURING POWDERS • PRINTED PARTS • ENGINEERING An aluminium technology company driving the development of lighter, smarter and more sustainable aluminium products. www.granges.com/additive additive@granges.com • Lowest thermal expansion on the market • High stiffness • Available as printed • Wear resistant • Heat conductive • Available as printed • Premium quality • Available as printed and powder form • Suitable for a wide range of applications • Alloy formulation and atomization • Over 30 years of experience in powder metallurgy • Flexible powder characteristics AM S220 DISPAL® AM S260 DISPAL® AlSi10Mg CUSTOM ALLOYS Industry News
Safina and Präzi Group use various AM processes for industrial surface hardening assembly
Safina, based in Vestec, Czech Republic, and the Czech branch of the German Präzi Group, based in Napajedla, are collaborating on a project that combines various Additive Manufacturing methods to produce an industrial assembly for surface hardening. Here, the team used both polymer and metal Additive Manufacturing processes to construct the individual parts, reducing lead times for the whole assembly and spare parts production.
The main part of the assembly is a copper surface hardening coil, where Laser Beam Powder Bed Fusion (PBF-LB) was used to additively manufacture pure atomised copper (4N). The coil would be split into two parts for manufacturability and project economics. Another important part of the assembly is the shower for cooling the hardened blank, where design optimisation was used to achieve lower weight. The original design was proposed for conventional fabrication using stainless steel welding; the new part was made from AlSi10Mg via PBF-LB Additive Manufacturing.
The primary aim of the project was to reduce the lead-time for the entire assembly of parts required for hardening the selected blank and to increase the lifetime of the induction coil or the entire assembly and thus any downtime. The secondary objective was to reduce the weight of the entire assembly so that assembly – and possibly service tasks – would be more convenient for the operator during installation and repair, as well as to reduce the power input for hardening.
Additively manufacturing copper and its alloys via PBF-LB is said to be difficult due to its high reflectivity, which absorbs significantly less energy when exposed to the red laser common with other standard materials for PBF-LB. In order to achieve acceptable productivity and build quality, it is necessary to use a laser of a smaller wavelength (typically half of the red laser wavelength), such as the standard green (515 μ m) or blue (less than 480 μ m) lasers, with significantly lower reflectivity from the exposed layer. In PBF-LB AM machines with a smaller chamber (less than 150 mm in diameter), users may see the implementation of a green laser, where relatively good results are achieved when additively manufacturing pure copper. Implementation of the green laser in mid-size machines is likely to take a few more years, especially due to the characteristics of the standard 200/500 W green laser. Thus, a machine with a standard red laser, but with significantly higher power (here 1000 W), was used to manufacture the test prototypes.

The induction coil was positioned on the build platform in such a way as to ensure the absence of supports in the inner part of the geometry, while using just enough supports on the outer part to fix the coil and ensure optimum heat dissipation from the melted layer. The induction coil was designed to eliminate welds from the main part of the coil to increase its lifetime and reduce the power required to temper the selected blank.
The test results then showed that lead time was reduced by about 50% and that the coil showed at least 4 X longer lifetimes than a conventionally manufactured piece. A reduction in the overall weight of the assembly by 60% was also achieved, and there was also a nonnegligible reduction in the power required to quench the selected blank by about 10%. Thus, the companies have concluded that AM has proven its effectiveness in surface-hardening applications, not only on the inductors themselves, but also on other system components.
Metal Additive Manufacturing | Autumn 2022110 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
www.preciz.org | www.safina.cz
Assembly of the parts which Safina and Präzi optimised via Additive Manufacturing (Courtesy Safina)
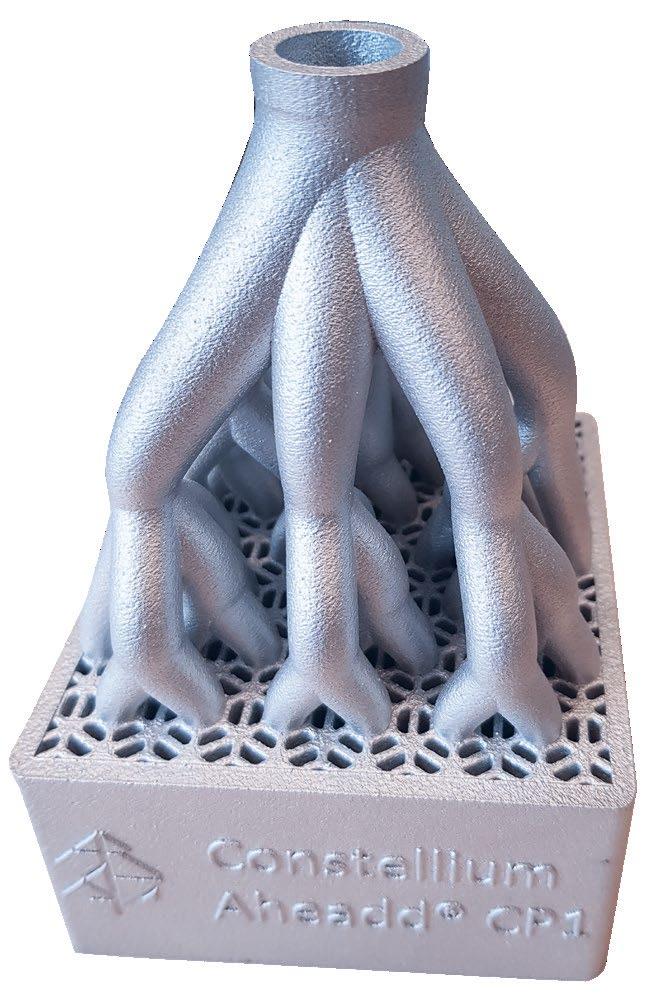

Aheadd® Aluminium powders Specifically designed and optimized for Additive Manufacturing Aheadd® CP1 High conductivity & productivity Aheadd® HT1 High temperature & strength The solution of choice for: n Aerospace n Automotive/Motorsport n Defense n Transportation n Semiconductor Courtesy Volum-e, designed by Gen3d Courtesy GMP Expanding the boundaries of your application Aheadd® aheadd@constellium.com
SIL-rated oxygen analysers used to control inert environments in metal Additive Manufacturing
Some powders in Additive Manufac turing, especially metal powders, can react explosively with oxygen and can present a potentially serious risk to life. For such a risk to exist, the powders must be present in an explosive atmosphere with an ignition source, such as the laser which is at the heart of the Laser Beam Powder Bed Fusion (PBF-LB)
Additive Manufacturing process, explains Process Sensing Tech nologies (PST), headquartered in Ely, Cambridgeshire, UK.
An ‘explosive atmosphere’ is a mixture of air, under atmospheric conditions, and flammable substances in the form of gases, vapours, mists, or dusts, where combustion spreads to the entire unburned combination after ignition has occurred. In addition, a ‘poten tially explosive atmosphere’ is one which could become explosive due to local and operational conditions, which could be part of the process or due to a machine fault.
In the European Union, the Machinery Directive (2006/42/EC) [1] requires machinery to be designed and constructed in a way that avoids any risk of explosion posed by gases, liquids, dust, vapours, and other
substances produced or used, or by the machinery itself. Practically, this can be achieved by either making the machinery sufficiently robust so that any explosion is contained within it, avoiding external hazards (in the same way as an internal combustion engine), or by eliminating ignition sources in accordance with the ATEX directive (2014/34/EU) [2].
Additive Manufacturing machines employing lasers or other high energy systems, have an ignition source intrinsic to the design, as well as the presence of a fuel in the form of the powder. Explosion prevention relies on the principle of an inert atmos phere, ensuring the concentration of oxygen in the atmosphere is reduced below the limiting oxygen concentra tion (LOC) of the powder used when the ignition source is present.
Inert atmospheres to prevent explosions is also covered by the ATEX directive (1999/92/EC) [3], where atmospheres are classified into zones depending on when an atmosphere capable of sustaining an explosion is expected to occur:
• Zone 20: A place in which an explosive atmosphere in the form of a cloud of combustible dust in air is present continuously, for long periods, or frequently (> 1000 hrs/yr).
• Zone 21: A place in which an explosive atmosphere in the form of a cloud of combustible dust in air is likely to occur occasionally during normal operation (10 to < 1000 hrs/yr).
condition for a period that would pose an intolerable risk to the employer/operator.
Responsibility for deciding whether an area is a particular zone or safe area, and for maintaining the area at that zone or safe area, belongs to the employer/operator of the equipment.
Oxygen analysers, such as the Ntron SIL02 available from PST, are critical in aiding the employer/operator to ensure their zones or safe areas are maintained reliably to achieve at least tolerably safe working conditions. The oxygen analysers may be used as part of the basic process control system - for control and operation of the inerting system - or separately, as an independent safety system to monitor the correct functioning of the basic process control system and initiate a suitable response in the event that a fault is detected.
The Ntron SIL02 oxygen analyser has been designed to specifically address Additive Manufacturing requirements for a low cost SIL2 rated oxygen analyser for inertisation applications. The complete system (analyser and sensor) meets the requirements of IEC 61508 SIL2. A fast response, high repeatability and no sensor drift make this analyser a low maintenance solution that delivers reliable performance for safety critical, process control applications. www.processsensing.com

References:
[1] Directive 2006/42/EC of the European Parliament and of the Council on machinery, and amending Directive 95/16/EC
The PST SILO2 oxygen analyser has been designed to specifically address Additive Manufacturing requirements for inertisation applications (Courtesy Process Sensing Technologies)
• Zone 22: A place in which an explosive atmosphere in the form of a cloud of combustible dust in air is unlikely to occur during normal operation but, if it does, will persist for a short period (< 10 hrs/yr).
• Safe Area: A place in which an explosive atmosphere in the form of a cloud of combustible dust in air is unlikely to occur under any
[2] Directive 2014/34/EU of the European Parliament and of the Council on the harmonisation of the laws of the Member States relating to equipment and protective systems intended for use in potentially explo sive atmospheres
[3] Directive 1999/92/EC of the European Parliament and of the Council on minimum requirements for improving the safety and health protection of workers potentially at risk from explosive atmospheres (15th individual Directive within the meaning of Article 16(1) of Directive 89/391/EEC)
Metal Additive Manufacturing | Autumn 2022112 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News

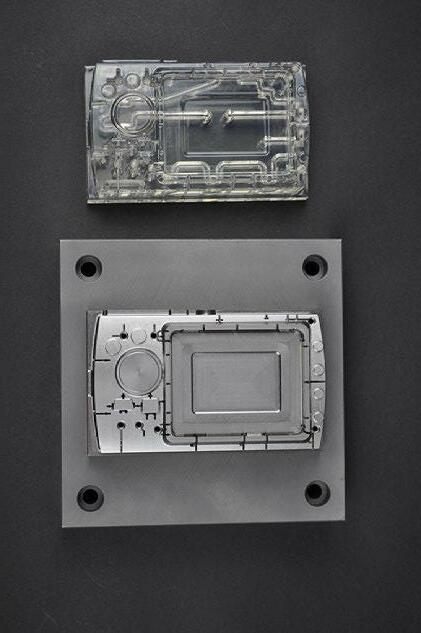




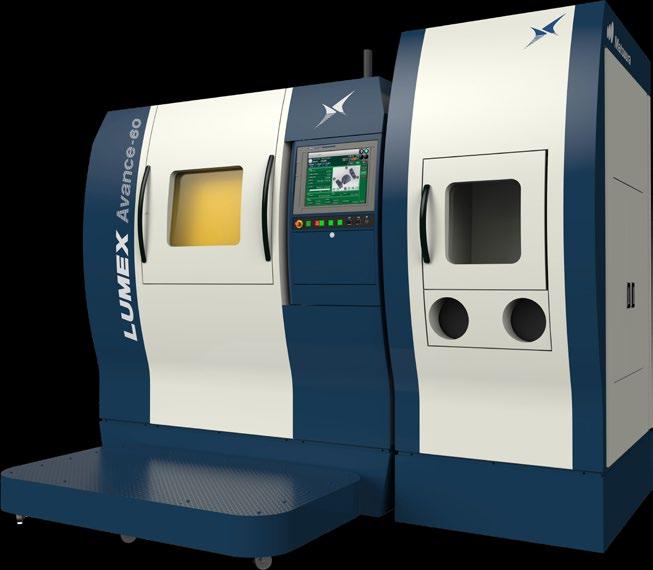
Uniformity Labs highlights benefits of its AlSi10Mg powder and build parameters in engine component design
Uniformity Labs, Fremont, California, USA, has partnered with race car engine developer Polimotor, Wellington, Florida, and Incodema3D, Freeville, New York, to additively manufacture and evaluate a cam tray component for use in an engine designed by Polimotor. Incodema3D used an EOS M290 Additive Manufac turing machine to build the cam trays. The first step was to simulate and compare build times using conventional EOS M290 AlSi10Mg powder and parameters versus Uniformity AlSi10Mg powder and Uniformity optimised parameters.
Uniformity executed build time simulations using Uniformity HPS settings at 30 μm and 50 μm to compare with EOS 30 μm and 40 μm standard settings. Incodema3D then additively manufactured two halves of the cam tray at 30 μm and 50 μm layers to validate the simulated build times. The results showed that the actual build times were within 1% of those simulated, illustrating the accuracy of the simulations and the ability to use them as a quoting tool.
RevolutionaRy
A CAD image of cam tray as a consolidated component is shown left, compared to the original design shown during engine assembly (Courtesy Uniformity Labs/Poli motor)
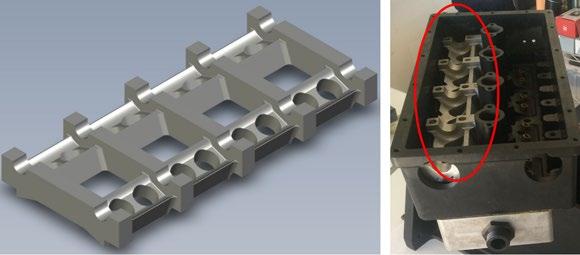
It was reported that Uniformity as-built densities were 99.9%, compared to EOS ≥99.8%. Uniformity mechanical properties at 30 μm were said to be superior to best-inclass 30 μm, and at 50 μm are comparable to best-inclass 40 μm. Uniformity also achieved less than 4 μm Ra on as-built vertical surfaces at 30 μm layer thickness, with slightly higher values at 50 μm layer thickness.
It was added that at the same 30 μm layers, Incodema3D demonstrated a 181% improvement in throughput versus EOS conventional powder and parameters with no compromise to material properties. At 50 μm layers, Incodema3D demonstrated a 163% improvement in throughput versus EOS conventional 40 μm build time without compromise to material proper ties, delivering an average density of 99.85%.
“This is a strategically important case study because it shows the significant advantages of using our engi neered materials for advanced manufacturing of critical components for use in the transportation industry,” stated Uniformity founder and CEO Adam Hopkins. “The results show that we can achieve faster, more costeffective part production without compromising material properties.”

Matti Holtzberg, founder, Polimotor, added, “Since we created the world’s first super light-weight polymer engine in 1980, manufacturing technologies have advanced to allow us to include 3D printed metal compo nents along with the polymer components in the engine design. The case study we just completed on the engine cam tray, with Uniformity’s advanced aluminium alloy powder and print parameters, produced at Incodema3D, shows substantial benefits in manufacturing time, which will have a significant impact on reducing the cost to make these and other components for our engine.”
“Along with the inherent benefits 3D printing provides in reducing weight and optimising designs, the ability to reduce cost without compromise to material properties has significant implications not just for producing racing engines but for the global auto industry, which faces a growing demand for lighter, more fuel-efficient cars,” Holtzberg concluded.
The full case study is available here: https://qrco.de/ PolimotorCaseStudy www.polimotor.com | www.uniformitylabs.com www.incodema3d.com
Metal Additive Manufacturing | Autumn 2022114 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
Results demand RevolutionaRy powdeR POWDER ISO 9001:2015 and AS9100D Certified A division of Arcast Inc. www.arcastmaterials.com Due to the efficiency of our cuttingedge technology we can offer the lowest priced powder on the market with no compromise in quality. Our powder is: Spherical• Free-flowing• D50 of 35µm for most materials• D50 of 20µm for titanium super alloys• Has high tap density• We process directly from: Raw elemental material• Pre-alloyed stock• Sponge• Recycled chip• Recycled parts• Over-sized powder• We can handle refractory and reactive alloys•
ADDTEC3DM
Combining Traditional and 3D Manufacturing to Meet Your Unique Needs:


ADDTEC3DM™ brings your products to life with our 3D printing services. From design and manufacturing to digital supply chains and high-quality materials, we are your one-stop shop for all your component and product engineering needs.
3D Accelerate - Design your parts for 3D printing


• Reverse engineering
• Scan to Solid Body

• Designing for the printing process
ADDTEC3DM™ is your choice for 3D printing and fabrication services. Our 3D Accelerate program can help you build, grow, and imagine new prod ucts for your business. From idea to production, we give you a roadmap to success. Continued growth is at your fingertips with 3D Accelerate. Discover the difference 3D Accelerate can make for your business. Rely on our manufacturing service team to make your product a reality or improve an existing part or product in your process.
ADD N’ GO – 3D Printing your parts
• DMLS – Direct Metal Laser Sintering
• Metal Binder Jet Printing
• MJF - Multi Jet Fusion
• Large-Scale Printing
Large Selection of Engineering-Certified Materials
For all your Metal laser, Metal binder jet, Multi- Jet Fusion, Composite, and Resin 3D printing needs, ADDTEC3DM™ can help you with our ADD N’ GO 3D Printing services. Choose from a variety of options for your 3D part and component printing needs. We offer quick delivery and efficient turnaround times for all printing projects, using only the highest quality parts.
Metal materials include: 17-4, 316L, copper, Inconel 625, H13, A2, D2, and others as requested.

ADDPLUS – Precise Post Processing
EDM
Precision grinding
Precision machining
Heat treat
Vapor smoothing
Dying
ADDTEC3DM™ can take your 3D printing to new heights with our ADD Plus program. We deliver outstanding results and certified quality on every project. When you need critical features to be 100 percent accurate, we’re the ones you can trust. Rely on our over 50 years of precision fabri cation experience.




ADDWarehouse – Digital Parts Warehouse
Proven process for volume production
Simplifying your supply chain
Your Hybrid Connection for Your Supply Chain
can help bring your supply chain into the digital cloud with our ADD Warehouse services. Our hybrid connection of digital and physical warehousing is simple and flexible for all your part and compo nent needs. We bridge the gap between traditional manufacturing and
printing.
•
•
•
•
•
•
•
•
ADDTEC3DM™
3D
WWW.ADDTEC3DM.COM DESIGN. MADE. SIMPLE 12,000+ Parts Manufactured < 3 Day Leadtime 50+ Yrs. Custom Manufacturing
Velo3D qualifies M300 tool steel for Sapphire AM machines
Velo3D, Campbell, California, USA, has qualified the use of M300 tool steel, an ultra-low carbon alloy that delivers high strength and hardness, for use in the company’s Sapphire metal Additive Manufacturing machines. The company states that it has already seen interest in the alloy from automotive manufacturers for use in high-pressure die cast inserts,
injection moulding, and other types of tooling.




“By qualifying M300 tool steel for use in our printers, we’re able to service entirely new industries, like automotive and tooling, that can leverage Velo3D’s advanced capability to print high quality, large diameter internal channels for their applications,” commented Greg
Additively manufactured M300 tool steel of conformal cooled tooling and high pressure die casting inserts. These types of inserts are widely used to manufacture parts for the automo tive industry (Courtesy Velo3D)

Brown, Velo3D VP of Technology. “By manufacturing die cast inserts and other tooling components with our technology, we expect companies will be able to build stronger prod ucts, improve machining throughput, and decrease manufacturing costs.”
Velo3D explains that its end-toend solution is ideal for leveraging M300 tool steel due to its ability to build parts with high-quality surface finishes in complex large-diameter internal cooling channels. These channels can prolong the life of the tooling; however, they can be difficult to create with conventional manufac turing methods. Furthermore, while many metal Additive Manufacturing machines can build smaller diameter holes, additively manufacturing large channels can create roughness and susceptibility to cracking.
The company’s Sapphire XC 1MZ also provides customers with a large build volume of 600 mm in diameter and 1000 mm in height. Velo3D states that this is the largest build volume in comparable AM machines from leading manufacturers, making it better suited to fulfil the require ments of industries that require the largest M300 tool steel inserts, like automotive.

Velo3D reports that it has seen high demand for Sapphire AM machines utilising M300 tool steel in both Sapphire and Sapphire XC platforms. The company expects machine deliveries will start as early as Q4 of 2022.
www.velo3d.com
Metal Additive Manufacturing | Autumn 2022116 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News

Uniformity Labs releases 17-4PH stainless steel powder for Binder Jetting

Uniformity Labs, Fremont, California, USA, has announced the availability of its ultra-low porosity 17-4PH stainless steel powder for the Desktop Metal Shop System Pro binder jet machine. Developed in-house, the high-performance metal powder is said to deliver superior material properties, sintered part geometric accuracy, process yield and print uniformity with high throughput.
Uniformity Labs states that the 17-4 PH powder exhibits a typical tap density of 5.33 ± 0.05 g/cm 3
A high – and highly repeatable –sintered density of 7.68± 0.03 g/cm 3 and in-build brown density deviation of +/- 0.024 g/cm 3 is said to deliver uniform sintering shrinkage across the bed. Brown density across builds, batches, and in-spec process and environmental param eters averages 4.49 +/- 0.05g/cm 3 , reportedly delivering at better than 95% confidence levels inclusive of batch-to-batch, spread, build, cure, de-powder, and sinter sources of variation, a highly uniform sintering shrinkage of 15.17% ± 0.65% in the X direction, 15.66% ± 0.65% in the Y direction and 18.18% ± 0.63% in the Z direction. This low and stable shrinkage allows the Binder Jetting of comparatively large parts, up to tens of centimetres in length.
The process stability is said to be enabled by the low-cohesion, low-porosity powder that repeatably spreads uniformly across the build bed. The high brown densities result in up to 50% reduction in linear
shrinkage relative to competitor materials and repeatably deliver 99-100% final part density. An additional benefit of low shrinkage is increased throughput due to greater use of the build volume. The flowable powder is said to further improve throughput by allowing repeatable fast layering, with a net throughput benefit of approximately 50% relative to non-Uniformity powders on compa rable platforms, thereby enabling substantial cost reduction to be taken advantage of by parts manufacturers contemplating adoption of metal Additive Manufacturing at scale.
17-4 PH is a martensitic precipita tion hardened stainless steel, known for its corrosion resistance and high strength and hardness levels, especially when heat treated. 17-4 PH can be heat treated to various hard ness and toughness levels, allowing users to customise the post-sintering properties of the alloy to suit a wide variety of applications, such as chemical processing, manufacturing machinery, and food processing.
“The application of Uniformity17-4 PH stainless steel for BJT delivers mechanical and process excellence for our customers who require materials that perform to the highest standard across each step of the production process,” stated Adam Hopkins, Uniformity founder and CEO. “Our powders deliver superior mechanical properties, surface finish, printing yield, and process stability, allowing one machine to do the work of several.”
Metal Additive Manufacturing | Autumn 2022118 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News
www.uniformitylabs.com Uniformity 17-4 PH mechanical information (Courtesy Uniformity Labs) UL Printed As Sintered MIM - MPIF 35 min As Sintered UL Printed H900 Heat Treat MIM - MPIF 35 min H900 Heat Treat Yield strength (MPa) 680+ 650 1000+ 970 Ultimate strength (MPa) 930+ 790 1200+ 1070 Elongation (%) 7 4 12% 4 Young’s modulus (GPa) 181 190 (typ) 189 190 (typ) Hardness (HRC) 26 27 (typ) 41 53 (typ)
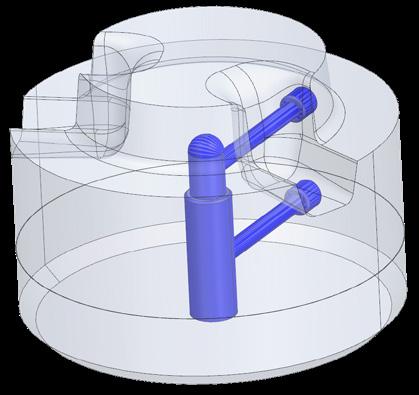
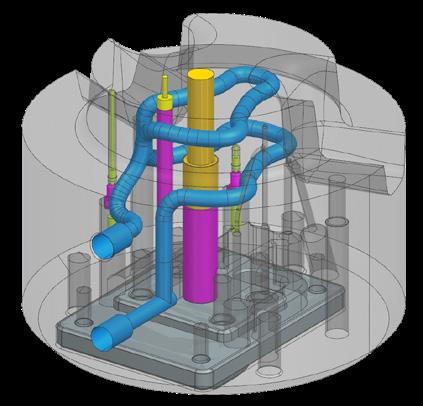
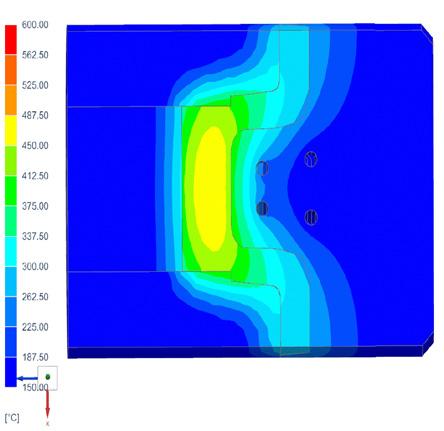

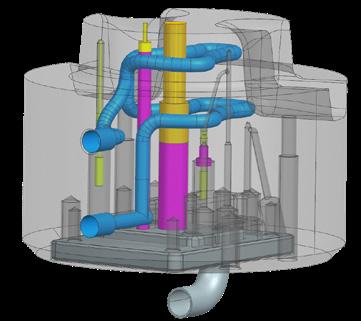
0 25 50 75 100 125 150 175 200 225 250 275 300 325 Temperature voestalpine 3D Thermo-Weld close to surface Conventional Thermocouple close to surface Conventional Thermocouple close to cooling channel Clogging of the channels can be identified within one shot Cooling OpenedCooling Closed voestalpine Additive Manufacturing www.voestalpine.com/additive Reduce cycle time and solve problems Performance compared to conventional cooled distributor: » Cycle time: - 3,0 sec. » Life time: Still in production Measure and monitor close to the problem Foundry Plant ADDITIVELY MANUFACTURED SENSORIZED INSERTS BRING HIGH VALUE AT LOW COST! Identify and solve the problem on the go Original Distributor AM Optimized Distributor Sensorized AM Insert Cell Monitoring Die Casting Cell 1 Sensorized AM Insert Cell Monitoring Die Casting Cell 2 MAKE YOUR PROCESS SMART AND INCREASE THE VALUE OF YOUR INSERTS!
3D Systems announces copper-nickel alloy for PBF-LB

3D Systems, Rock Hill, South Carolina, USA, has announced CuNi30 – a corrosion-resistant, copper-nickel alloy for use with its DMP Flex 350 metal Additive Manufacturing machine. This material resulted from the company’s collaboration with HII’s Newport News Shipbuilding division to develop materials and process parameters for the Laser Beam Powder Bed Fusion (PBF-LB) process.
“We’re excited to announce the completion of a significant milestone in the development of a CuNi alloy with 3D Systems,” stated Dave Bolcar, VP of engineering and design for Newport News Shipbuilding, a division of HII. “Earlier this year we completed a multi-year effort with 3D Systems related to the research and development of a Corrosion Perfor mance Design Guide for Direct Metal Printing of a nickel-based alloy. We’re looking forward to continuing to expand our parameter development efforts with 3D Systems into other alloys of interest to our industry. These developments allow us to further expand the use of Additive Manufacturing into our platforms in ways that provide positive quality, schedule, and performance benefits to the customer.”
Copper-nickel alloys are used extensively in salt water, petroleum, and acidic environments due to the material’s excellent corrosion resistance, and its anti-microbial and
anti-algae properties. CuNi30 is often used to manufacture pipe fittings and valves for the marine (e.g., shipbuilding and repair), offshore oil & gas, and chemical and nuclear industries. These alloys also possess stable mechanical, physical, and thermal properties (from 400°C down to - 270°C) which make them suitable for cryogenic applications.
3D Systems explains that coppernickel alloys are historically difficult to cast and this can often add costly cycles of rework and reinspection to meet quality standards, resulting in very long lead times and a limited number of capable and willing suppliers who can support the production of quality hardware. HII recognised the potential to realise significant benefits if the DMP hardware, material, and process could be qualified for their production components, and partnered with 3D Systems to make this a reality.
The development of CuNi30 has allowed Newport News Shipbuilding to use Additive Manufacturing in place of traditional casting technolo gies. Parts additively manufactured from CuNi30 to meet Newport News Shipbuilding’s low-volume, high-mix hardware needs are anticipated to improve its supply chain efficiency, with an anticipated 75% reduction in lead times as well as lowered inventory costs.
“3D Systems has earned a reputation as a trusted partner for
Conflux commences AS9100D aerospace certification
Conflux Technology, Geelong, Australia, has announced its commencement towards the Aerospace certification standard AS9100D. As part of its commitment, the certification will include ‘design,’ which is said to be relatively unusual in this industry.
A six-month process, Conflux has already passed the first stage, and
is said to be well placed to complete the next stage, currently forecast for completion by the beginning of 2023. Leading the process is Andrew Milner, an experienced Quality Assur ance expert and a registered Auditor of the scheme.
“This marks a considerable step up in our Quality Assurance strategy, and will demonstrate the organisa
3D Systems intends to add CuNi30 to its general portfolio in Q4 2022 (Cour tesy 3D Systems)
advanced R&D and commercialisation of novel Additive Manufacturing materials and applications,” added Dr Michael Shepard, vice president, aerospace & defence segment, 3D Systems. “We’ve had a decades-long relationship with the US Navy which has helped drive innovation for a variety of applications including aircraft parts and submersible components. Our latest project with Newport News Shipbuilding yielded a copper-nickel alloy specifically designed for AM that results in better part density and mechanical properties as compared to traditional casting. We look forward to seeing how direct metal printing and CuNi30 will be able to accelerate Newport News Shipbuilding’s production workflows and its innovation pipeline.”
3D Systems intends to add CuNi30 to its materials portfolio to enable the direct metal Additive Manufac turing of corrosion-resistant parts for additional industries. The material is anticipated for general availability in the fourth quarter of 2022.
www.3dsystems.com
tion’s commitment to providing the highest standards of quality and tech nical excellence to our customers,” stated Milner.
AS9100D is an international Quality Management System standard for the Aerospace, Space and Defence industries. It includes numerous additional requirements above and beyond ISO9001:2015, and the certification process is overseen by the IAQG (International Aerospace Quality Group).
www.confluxtechnology.com
Metal Additive Manufacturing | Autumn 2022 121Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
Industry News
Meltio expands range of metal wire feedstock options





Meltio has added four new wire feedstock options to its portfolio (Courtesy Meltio)

Meltio, Linares, Spain, has added four options to its metal wire materials portfolio: stainless steel 17-4PH, tool steel H11, nickel 625 and Invar. These additions follow the company’s recent launch of its own range of metal wire-based materials for Additive Manufacturing and are anticipated to allow Meltio to provide para metrised materials for a wide range of applications.














In addition to the new materials, the company’s metal feedstock range includes stainless steel 316L, stainless steel 308L, mild steel ER70S, titanium 64 and nickel 718.


As well as producing its own wire feedstock, Meltio’s wire-based Laser Metal Deposition (LMD) process, a form of Directed Energy Deposition (DED), is also compatible with third-party commodity welding wires. www.meltio3d.com
InssTek publishes material database guide for AM









a metal Additive Manufacturing solutions provider based in Daejeon, South Korea, has released its Material Database, a guide covering the fifteen materials



company offers in its standard material lineup.


Materials Database covers the following materials:


























After an introduction to each material, the guide identi fies key features, applications, chemical composition, mechanical properties, powder specifications, roughness, microstructure, density and melting point.


Metal Additive Manufacturing | Autumn 2022122 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News WANT TO KNOW MORE? Contact us and Visit our website! www.grobgroup.com ADDITIVE MANUFACTURING LIQUID METAL PRINTING Future-oriented, economical & flexible VISIT US! Hall 11 ∙ Booth 11.0-C51 Frankfurt, Germany 15 – 18 November 2022 GROB_Anzeige_2022_Metal_Additive_Manufacturing_90x255mm.indd 1 13.09.2022 08:13:46 InssTek,
the
The
• P20, P21 and H13 • SS304L, SS304L, SS420J2, SDSS 2507 • Ti6Al4V • Inconel 625, Inconel 718, Hastelloy 22, Invar 36 • CoCr Mp1, Stellite 25 • Al-bronze
www.insstek.com
Navigation and Support
a complex industry,

entire way.
We’ve got one mission, to support as many metal part makers in the MIM and Metal AM industry as possible. Our team of processing experts utilize 20+ years of experience to share all our knowledge and help you overcome challenges, develop better processes and become successful part makers. We help develop real world, practical solutions based on many lessons learned along our journey. Being the ONLY debind and sinter service provider with full sized production equipment, we are honored that we have been able to support every industry currently utilizing MIM and Metal AM. DSH is the only source for the best process support, toll processing and educational resource for your MIM and Metal AM applications.
We offer:
Process Engineering, Small/Large Toll Processing, R+D projects, Educational Support on Total Process Management.






Your Partner in MIM/AM
Remote
In
we’ll guide you the
107 Commerce Road | Cedar Grove, NJ 07009 USA | +1 973.239.7792 | dshtech.com
NON-PRECIOUS METAL POWDER


Prima Additive to debut robotic DED cell at Formnext 2022



Prima Additive, the Additive Manufacturing division of Prima Industrie Group, headquartered in Turin, Italy, will debut its new Ianus laser processing robotic cell for Direct Energy Deposition (DED) Additive Manufac turing at this years Formnext 2022, taking place in Frankfurt, Germany, November 11-15. The company will also showcase its range of Laser Beam Powder Bed Fusion (PBF-LB) technologies at the event.





The new Ianus robotic cell is equipped with a working area of 1600 x 1200 x 700 mm and can be configured for both powder and wire-fed DED processes. It is also possible to configure the machine for other laser processes, such as remote welding or laser hardening, and can be set up for multiple configurations with more than one laser process, thanks to a quickly changeable head system.
Within the scope of PBF-LB, Prima will be show casing its Print Green 150, a machine based on the company’s 150 platform, with a cylindrical working area of 150 x 160 mm. This machine is equipped with a 200 W green laser, intended to enable increased levels of quality and repeatability in the processing of highly reflective materials such as copper.
Green lasers can solve the main problems of absorption, process stability and poor efficiency that can arise when reflective alloys are processed with infrared lasers, explains Prima Additive. The company’s developments on the use of green lasers are said to have produced excellent results on pure copper, reputedly achieving densities above 99.9%.
Prima Additive will be at Formnext in Hall 12.0, Stand E81. www.primaadditive.com









































































Metal Additive Manufacturing | Autumn 2022124 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Experience of our customers: “Excellent surface quality.“ “High density in the result.“ “Very good ow properties.“ “Universally applicable on all SLM machines.“ Convince yourself! S&S Scheftner GmbH Dekan-Laist-Straße 52 D-55129 Mainz +49 (0) 61 31-94 71 40 sales@scheftner.dental www.scheftner.dental Visit us at Formnext 2022 Booth 12.0 C58
Ianus,
the new laser processing robotic cell by Prima Additive making its world premiere at Formnext 2022 (Courtesy Prima Additive)
Industry News
n s i n g t o n A d d i t i v e h a s e s t a b l i s h e d a n u n r i v a l e d n e t w o r k o f t a l e n t a c r o s s t h e g l o b e an d h a h s o m e o f t h e m a r k e t - l e a d i n g m a c h i n e m a n u f a c t u r e r s , e n d - u s e r s , p o w d e r p r o d u c e r s

T e s t i m o n i a l b y
d d i t i v e h a s a n e x c e l l e n t u n d e r s t a n d i n g o f n e e d s , a n d t h i s i s d e m o n s t r a t e d b y t h e t e p r o f i l e s w e r e c e i v e . d e r s t a n d t h e n u a n c e s i n v o l v e d i n t h e a n p l a c e p e o p l e i n d i f f e r e n t r o l e s a n d j o b m i n i m a l r a m p - u p t i m e f o r e a c h p o s i t i o n .

g e s t b e n e f i t w e h a v ge e s t b e n e f i t w e h a v e i n e d f r o m u s i n ig n e d f r o m u s i n g t o n A d d i t i v e i s t h e i tr o n A d d i t i v e i s t h e i r e d g e o f t h e a d d i t i v ee d g e o f t h e a d d i t i v e f a c t u r i n g m a r k e t f. a c t u r i n g m a r k e t .

V e l o 3 D w i l l C o n t i Vn e l o 3 D w i l l C o n t i n p a r t n e r w i t h k e n s i pn a r t n e r w i t h k e n s i n a d d i t i v e f o r o u r f au d d i t i v e f o r o u r f u r e c r u i t m e n t n e re e c r u i t m e n t n e e d
T h e f e e d b a c k t h e y p r o v i d e t o u s i s v a l u t h i n g w e a p p r e c i a t e i s h o w c o m m u t r a n s p a r e n t t h e t e a m a t K e n s i n g t o n A d u s . D e s p i t e t h e g e o g r a p h i c a l t i m e d i f f e r e n c A d d i t i v e p r o v i d e s V e l o 3 D w i t h q u a l i t y t h e U . S . T h e f i r m h a s a n e x c e l l e n t t r s u c c e s s f u l j o b p l a c e m e n t s . "



A d d i t i v e p r o v i d e s V e l o 3 D w i t h q u a l i t y c a n d i d a t e s i n t h e U . S . T h e f i r m h a s a n e x c e l l e n t t r a c k r e c o r d o f s u c c e s s f u l j o b p l a c e m e n t s "
e e t t h e t e a m a t R a p i d + T C T
t t. .
A d d i t i v e M a n u f a c t u r i n g H e a d h u n t i n g S p e c i a l i s t s
w w w . k e n s i n g t o n a d d i t i v e . c o . u k M e e t t h e t e a m a t R a p i d + T C T
N o r t h A
m
e
r i
c
a
, E u
r o p e , a n d t h e U
K
, b e c o m i n g t h e h e a d h u n t e r o f c h o i c e w i
t
h i n
3
D p r i n t i n
w w w . k e n s i n g t o n a d d i t i v e . c o . u k M
PyroGenesis announces powder production audit by leading aerospace company as part of qualification process

PyroGenesis Canada, Inc., Montreal, Québec, Canada, has announced that a tier one North American global aerospace company will be conducting an in-factory powder production audit at PyroGenesis’ metal powder production facility in Montreal as part of the final phase of a qualification agreement.
“After many months of document review and process improvements, we are now proud and honoured to be showcasing our facility, our staff, and our groundbreaking process to this major international corporation – a legendary company who continues to be a world leader in design, engineering, and manufacturing of
airplanes and aerospace technology,” stated P Peter Pascali, CEO and chair of PyroGenesis. “We have all worked extremely hard to reach this point. In our opinion, this is one of the most important and critical steps in our powder production qualification.”
This powder production audit is part of the final phase of the qualifica tion process which has spanned over eighteen months of investigation by the aerospace company. This portion of the audit will consist mainly of a facilities and operations assessment, during which PyroGenesis’ technicians and operators will demonstrate the reliability of the company’s cuttingedge metal powder production facility and work instruction processes.
Sintervac AM debind and sinter vacuum furnaces for Additive Manufactured parts



Upon successful completion of this in-person audit, the last step will include providing final powder samples to test specific mechanical and chemical properties. Once all steps are completed and testing is finished, PyroGenesis’ process will be locked down and ready to receive commercial orders; no further changes will be allowed. The aerospace company will certify the PyroGenesis metal powders for use by the customer and its component suppliers. The formal and methodical process with this aerospace company is anticipated to achieve final approval towards the end of this year.
Massimo Dattilo, VP, PyroGenesis Additive, commented, “As we have stated in the past, given our unique manufacturing process that improves exponentially on the world’s existing leading metal powder production process – which we invented 25 years ago – using high temperature plasma atomisation, we expect to be in a position to capture a significant share of the overall titanium powder market. We are confident that our NexGen metal powder production system, a single-step process that is unique in that it uses wire as a direct feedstock for significant gains in production speed and particle size control, will meet or surpass Client expectations, both over the next two weeks during the on-site audit, and beyond.” www.pyrogenesis.com
Metal Additive Manufacturing | Autumn 2022126 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter | • Metal or graphite hot zones • Processes all binders for metals or ceramics • Sizes from 8-1500 liters (0.3–54 cu ft.) • Pressures from 10-6 mbar to Atmosphere • Precision heat treating post processing available • Vacuum, Ar, N2 and H2 • Max possible temperature 3,500°C (6,332°F) • Worldwide field service, rebuilds and parts for all makes Centorr Vacuum Industries 55 Northeastern Blvd Nashua, NH 03062 USA Tel: +1 603 595 7233 Fax: +1 603 595 9220 Email: sales@centorr.comwww.centorr.com/am Sintervac® AM WorkhorseTM AM
Over 6,500 production and laboratory furnaces manufactured since 1954 ® Industry News
Powder � Donuts
...while sprinkled donuts dramatically increase team dynamics & workplace productivity.

In L-PBF, donut beams greatly improve melt pool dynamics and print productivity...
corona | beam shaping lasers
Visit booth D132, Hall 12.0 at Formnext or www.nlight.net/additive to learn more about how nLIGHTs corona beam shaping lasers shift the limits in L-PBF.
CHINA’S LEADING


SUPPLIER OF MIM POWDERS ADOPTING ADVANCED GAS AND WATER COMBINED ATOMIZATION TECHNOLOGY
Bentley Mulliner’s new Batur grand tourer offers customised AM options
Bentley Motors, through its bespoke commissioning division Mulliner, has announced the new Bentley Mulliner Batur. Limited to a production run of just eighteen cars, the Batur is the latest coachbuilt vehicle to be created by Mulliner and offers customers a range of additions that include additively manufactured titanium exhaust finishers and 18-carat gold interior detailing.
The Batur is said to be charac terised by a new, minimalist design language that will define the Bentley style in the forthcoming electric car era. This model, however, is powered by the most powerful version to-date of the 6.0 litre, twin-turbocharged Bentley W12 engine. Exclusively up-rated, the W12 will deliver a power output in the region of 740PS.
Equipped with digital chassis technology that has been honed on the Continental GT Speed, the first Batur to be built will be an engineering prototype – named Car Zero – according to Mulliner’s standard coachbuilding conventions. Car Zero will be pushed to its limits on the test track, where the Batur’s

driving characteristics will finally take shape.
The way luxury cars are created is set to change significantly in the coming years, especially when it comes to the materials used in their construction, explains Bentley. Highperformance composites made from flax offer a sustainable alternative to carbon fibre: strong and light, yet with a much lower environmental footprint. Sustainably produced leathers are also available as an
option exclusive to the Batur, using techniques that involve much less water and aldehyde than traditional tanning, as are carpets crafted from recycled yarn. Leather-like textiles made from by-products of the coffee roasting process are also used in the car.
Combinations of precision Additive Manufacturing and premium or precious metals offer new opportuni ties to create something unique, the company added. Like every aspect of the Batur, there are now opportunities for detailing and personalisation unlike those available for Bentleys before it. www.bentleymotors.com
KU Leuven AM Group adds ZwickRoell rotary bending fatigue testing
The KU Leuven Additive Manufac turing Group, Belgium, has added a Amsler RBM120 four-point rotary bending machine from ZwickRoell, Ulm, Germany, to its AM durability lab. The setup will be used as a validation method for metals produced via Laser Beam Powder Bed Fusion (PBF-LB) AM. The purpose of the test (as per DIN 50113-1982 and ISO 1143-2010) is to determine the bending fatigue strength properties of round specimens under rotating load. During testing, the specimen is subjected exclusively to alternating loading in order to obtain a mean value of zero between positive and negative loads of equal magnitude.
As the greatest stresses occur on the surface of the specimen, the condition of the surface is said to be of particular importance in this test method. The rotating bar bending fatigue test can also be performed with an optional high-temperature furnace at elevated temperatures up to 850°C.
KU Leuven has been focused on Additive Manufacturing since 1990, when research on AM was initiated at the University’s Mechanical Engineering Department by Professor Jean-Pierre Kruth. Initially, research focused on the production of polymer parts for rapid prototyping, which led to the
foundation of Materialise, the first spin-off company of the AM group, which is one of the key players in the Additive Manufacturing of polymers and software development for AM.
In 1991, the AM Group began investigating the use of PBF-LB for the Additive Manufacturing of metal parts. To facilitate process optimisation, the group designed and developed its own Laser Beam Powder Bed Fusion machine. Over the years, this equipment has been improved and equipped with a real-time process monitoring system. These developments were commercialised via a second spin-off company LayerWise, later acquired by 3D Systems in 2014. www.zwickroell.com set.kuleuven.be/am
Metal Additive Manufacturing | Autumn 2022 129Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
The new Bentley Mulliner Batur options include additively manufactured titanium exhaust finishers and interior detailing (Courtesy Bentley Motors)
Industry News

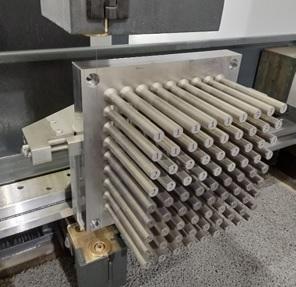


New Several models available Advantages: West Coast: 1-800-336-2946 Midwest / East Coast: 1-800-511-5532 Information@edmperformance.com * Z Height (up to 31.5”) * Large Table Sizes Available (1200mm travel) * Minimal Wire Breaks * Cost of Operation Under $1.00 per hour * 200-400% Faster than standard wire EDM * Simplified Setup * Ergonomic Interface WWW.EDMPERFORMANCE.COM MOLYCUT WIRE EDM 3D Metal Printed Part Removals Basic EDM Work and Cut O ffs See the video on youtube
Keselowski adds two more large format EOS metal AM machines as demand surges
Keselowski Advanced Manufac turing (KAM), Statesville, North Carolina, USA, has installed a further two large platform EOS M400-4 metal Additive Manufacturing machines from EOS GmbH, headquartered in Krailling, Germany. With this latest instal lation, KAM now has five largeformat EOS AM machines, with a total fleet of twenty AM machines installed at the company’s North Carolina facility.
The company reports it is seeing a surge in demand for large metal hypersonic parts, heat exchangers, turbomachinery, and monolithic components designed for space, aerospace, and defence applica tions. To meet this, in addition to its fleet of large and mid-size Additive Manufacturing machines, the company has twelve multi-axis CNC machine tools for an integrated advanced manufacturing supply chain.
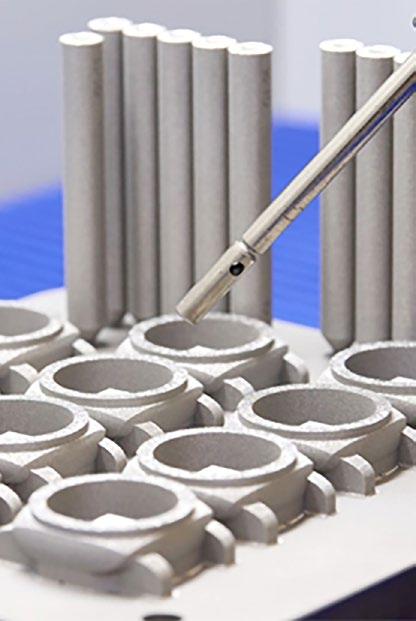
“One of the biggest challenges to our industry is in building enduser confidence in the manufac turing supply chain,” commented Brad Keselowski, owner, and founder of Keselowski Advanced Manufacturing. “The rapid growth in both volume and size of additively manufactured parts must be answered with a corresponding increase in machine bandwidth, material availability, and finishing capability. Responding to this development is critical, and today we are adding two more large platform EOS M400-4 printers. The machine installation today speaks to KAM’s commitment to keep pace with the AM industry and our customer needs.”
www.kamsolutions.com www.eos.info
IperionX partners with luxury watchmaker Panerai to additively manufacture titanium watches
IperionX Limited, based in Charlotte, North Carolina, USA, has entered a commercial partnership agreement with Italy’s Officine Panerai, a branch of Compagnie Financière Richemont SA, Switzerland, to produce unique high-end watches from IperionX’s sustainable, fully recycled titanium.
IperionX has worked closely with Panerai’s product and technical teams to identify suitable watch designs to be additively manu factured using its titanium metal powders. The company has produced prototype watch blanks for Panerai that have passed the rigorous metallographic testing and surface quality requirements for the luxury market, and will commence Additive Manufacturing of a watch case for a limited edition design that will be released to market in 2023.
“Panerai has steadily expanded its efforts to promote sustainable prac tices through operational, outreach, and educational initiatives to maintain a sustainable environment and healthy oceans,” stated Anthony Serpry, Research and Development Director at Panerai.
IperionX and Panerai will continue to work on additional watch designs that will incorporate additional sales agreements for future watch designs.
“IperionX’s fully recycled titanium provides a way for Panerai to produce top of the line luxury goods with sustainable titanium which provides a high end experience for our customers. Panerai is leading the way for luxury brands in both quality and sustainability. The next generation metals such as IperionX’s fully recycled titanium will enable Panerai to deliver on both quality and sustainability,” added Serpry.
The agreement is said to represent an important milestone for IperionX, as it enters the fast-growing luxury goods market. The company sees significant potential to establish a low-carbon, closed loop and circular
supply of titanium, which is superior to existing aluminium and stainless steel applications in these markets.
Anastasios (Taso) Arima, Iperi onX’s CEO and Managing Director, stated, “Panerai and Richemont have been leaders in the application of titanium metal alloys in luxury watches, and they are again leading the market to build a low carbon, circular supply chain using IperionX’s superior titanium product range.”
“Our partnership agreement with Panerai represents a major milestone in the luxury goods sector. For IperionX this demonstrates the potential in other consumer facing sectors which are demanding fully recycled and sustainable, low carbon materials. One of the most exciting sectors are the high growth markets in smart watch, wearable device and smartphone markets,” concluded Arima. www.panerai.com www.iperionx.com
IperionX has additively manufactured prototype watch blanks for Panerai that have passed the rigorous metal lographic testing and surface quality requirements for the luxury market (Courtesy IperionX)
Metal Additive Manufacturing | Autumn 2022 131Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFIndustry News
GKN Aerospace’s new Malaysian facility researching Additive Manufacturing for aero engine repair
GKN Aerospace and Malaysian officials joined together to celebrate the grand opening of the company’s new $35 million facility for aeroengine parts in Johor, Malaysia,
September 22, after a two-year delay due to COVID-19. The facility’s research is centred around the use of Additive Manufacturing in engine parts repair.
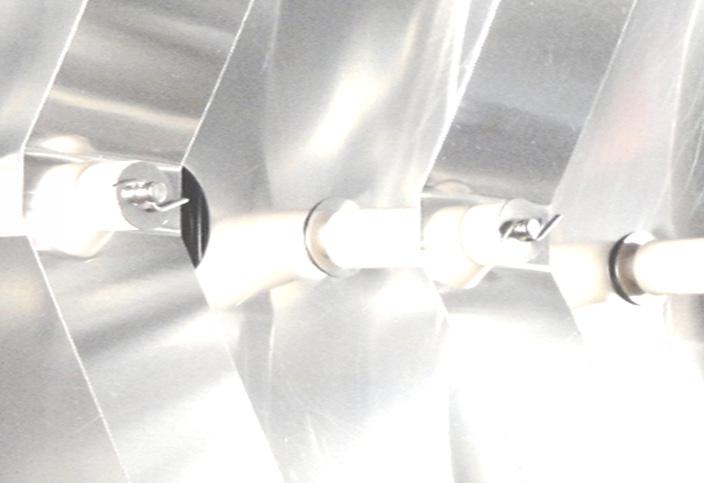
The site is focusing on servicing engine low-pressure compressor (LPC) components for CFM56-5B, CFM56-7 and V2500. The first CFM platforms have been repaired and delivered to customers in December 2021. The repair of V2500 Fan Blades kicked off in June 2022. The portfolio is expected to be expanded with GTF 24K Fan Blades and CFM Fan Blades later this year and early 2023.


The current team of ninety site-trained employees is planned to grow to 150 operators in 2023, further expanding to 300 within five years.
The expansion in Asia is said to be an important part of GKN Aero space’s long-term growth strategy and global operating model. The Johor facility is intended to be complementary to GKN Aerospace’s existing component repair facility in El Cajon, California, USA, to meet growing demand in the Asia Pacific region. As a location, Johor is said to offer favourable conditions in the areas of business development, labour, education & training and infrastructure.
GKN Aerospace now operates seven facilities in Asia, delivering
aerostructures, engine systems, wiring systems and transparencies in China, India, Malaysia and Turkey. By the time all sites are fully up-and-running, around 15% of GKN Aerospace’s employees are expected to be based in Asia.
“We are really proud to finally open this state of the art facility and to be able to share this celebration with our customers, employees and stakeholders. We have strongly invested in the site and we injected the latest automated manufacturing technology,” stated Joakim Andersson, president, Engines Systems. “It is a true demonstration of our commitment to support our customers in the Asian Pacific Region and this has already led to exciting growth opportunities. We thank the Government of Malaysia for the excellent collaboration and for their vital and valuable support in facilitating our decision to locate in their country.” www.gknaerospace.com
Series High Vacuum
Metal Additive Manufacturing | Autumn 2022132 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Industry News VACUUM FURNACES FOR POST ADDITIVE MANUFACTURING www.tmvacuum.com+1-856-829-2000info@tmvacuum.com Perfect choice for stress relieving, solution treatment, ageing, sintering, brazing or other thermal processes All metal hot zones High vacuum, bright and shiny Integrated quick cool Controlled atmosphere ±3°C uniformity Sizes from 0.25 to 16ft3 (7-453l) Work loads from 50 to 1,600lbs (23-726kgs) Operating pressure 10-6 torr to 6 bar T-M Vacuum Products, Inc. Cinnaminson, NJ Super
Furnace
on



Trends. Perspectives. Forecasts. Undisputed, industry-leading report for 27 years Order your new 2022 report today! wohlersassociates.com
We know that additive manufacturing offers undrea med-of potential. In addition to the printer, however you also need the upstream and downstream proces ses plus the experts, who have mastered the techno logy. You’ll only find all this at Formnext! Find out more now and join us in Frankfurt. formnext.com Where ideas take shape. Make the impossible possible! Messe Frankfurt Group #formnext 15 – 18 NOVEMBER 2022 FRANKFURT / GERMANY
Revolution, not evolution: General Motors on building an AM culture and the AM Dream Machine
For Additive Manufacturing to succeed in the volume production of components for the mainstream automotive industry, it will not only require the creation of an effective AM culture within automotive producers, but also a radical re-evaluation of what different industries need from AM machine manufacturers. Jeff Kerns visited GM’s Additive Industrialization Center (AIC), in Warren, Michigan, USA, for Metal AM magazine and spoke at length with the centre’s team about its role in the exploration of AM for automotive, and how new machine designs will increase AM’s success in the automotive industry.
Additive Manufacturing continues to grow in a wide range of markets. The hype of the past is fading, as successful applications in the aero space and medical industries prove the value and staying power of what is a relatively new collection of diverse advanced manufacturing processes – all of which share the common principle of creating components by adding material, in a layerwise process, exactly where it is needed, rather than subtracting it. That Additive Manufacturing has flourished in aerospace and medical is thanks to some basic engineering economics: higher value parts, lower production volumes, the opportunity for part reduction/consolidation, and the potential for customisation. Industries based on higher volumes and lower cost, such as the massmarket automotive industry, make the economics of AM adoption more challenging. Here, we explore how one automotive producer is lever aging the opportunities presented by Additive Manufacturing, with some major, inevitable differences to the path taken by the aerospace and medical sectors.
The seed for this article was planted by invitation from General Motors for Metal AM magazine to visit its Additive Industrialization Center (AIC), based out of its Global Technical Center in Warren, Michigan, USA. Opened in 2020, the 1,300 m 2 facility is a significant statement of
intent by GM that, at the same time, builds on past efforts. At the time of the centre’s opening, it was stated that Additive Manufacturing would be a fundamental pillar of GM’s transformation into a more agile, innovative company, bringing speed, flexibility and cost reductions. This
Fig. 1 A Cadillac Celestiq show car. The Celestiq, coming soon, will feature more than 100 polymer and metal AM parts – the most in any GM production vehicle to date, with GM’s Additive Industrialization Center at the heart of developments (Courtesy General Motors / Cadillac)

Metal Additive Manufacturing | Autumn 2022 135Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFAM at General Motors
messaging pointed to a future where AM is widely used to produce end-use parts, as well as bringing a host of other advantages to GM.
The long road to AM production
At the heart of the AIC’s mission is to explore, with a dedicated team, how to maximise the opportunities presented by AM, change mindsets,
and bring value to the automotive industry through the use of the tech nology. At the time of the centre’s announcement, Ron Daul, the group’s Director of Additive Manufacturing and Polymer Centers, commented, “GM is increasingly applying the benefits of 3D printing, from proto type development to manufacturing tooling and production vehicles. With the opening of the AIC, we’ll continue to accelerate adoption of this tech nology across the organisation.”
Of course, despite the economic, volume-related, and other chal lenges, automotive OEMs have been identifying metal and polymer AM applications for some years. Ante Lausic, GM’s Lead Process Engineer for Metal AM, and Deanna Stangas, manufacturing applications engineer, both based at the AIC, explained how earlier successes with AM at General Motors led to the centre’s creation.
“This investment was not made on a whim. GM has a long history of engineering, manufacturing, and product development,” stated Lausic, as he led the way toward the AIC. “We’ve been into additive processes since 1989. There’s some debate whether we had the second or third industrial SLA [Stereolithography, a Vat Photopolymerisation process] machine at our Rapid Prototyping Lab; it was used to aid design and studio teams in early part mock-up and development.” That was over thirty years ago, and GM has only continued to grow its AM activities.

Metal Additive Manufacturing | Autumn 2022136 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |AM at General Motors
Fig. 2 Exterior view of GM’s Additive Industrialization Center in Warren, Michigan, USA (Courtesy General Motors)
“GM is increasingly applying the benefits of 3D printing, from prototype development to manufacturing tooling and production vehicles. With the opening of the AIC, we’ll continue to accelerate adoption of this technology across the organisation.”
Prototyping with AM helps test basic form and fit, resulting in faster, more effective design iterations. Early successes in this area helped expand AM’s use and, in 2017, GM’s R&D department expanded its portfolio of installed equipment with the addition of polymer Laser Beam Powder Bed Fusion (PBF-LB) machines – a tech nology which continues to be used successfully for both prototyping and development.
Today, the AIC houses a steadily expanding number of AM machines for metals and polymers that include EOS M400-4 and M290 metal Laser Beam Powder Bed Fusion (PBF-LB) machines and polymer EOS P396 PBF-LB machines, HP Multi Jet Fusion 5210 polymer Binder Jetting (BJT) machines, and Stratasys F900, F450, F370 polymer Material Extru sion (MEX/P) machines.

As a bridge between historic proto typing efforts and series part production, AM tooling and fixtures have been of significant value in the automotive industry. Well-designed and functional tools and fixtures can improve factory productivity, drive up quality, and reduce injury, but their production before AM was expensive and time consuming. “There are some misconceptions that tooling is just for fixtures,” explained Stangas. “But, as an example, our Arlington Assembly Shop made nearly a hundred hand tools to support the launch of a new full-size SUV.”
These tools are typically made from aluminium and weigh around 4-18 kg. “Unless you are in a job where you’re using these tools, it might be hard to imagine what it’s like lifting or holding them all day long,” Stangas continued. “Reducing any weight or providing ergonomics that can help increase productivity while reducing injury, fatigue and even poor morale, is a great benefit of AM.” Additionally, the plant was able to save more than two months
Fig. 4 An example of AM tooling used on automotive production lines, bringing increased safety and productivity benefits (Courtesy Steve Fecht / General Motors)

of tooling construction in the change over to launch the SUV.
Entering the polymer side of the AIC, a table of tooling was on display for the benefit of the tour. “There are misconceptions about AM from its early development in the aerospace and medical industries,” says Lausic.
“People tend to think if you can’t
justify it economically, it’s impos sible to make a case for additively manufacturing a part. But you have to consider every angle for a more holistic approach.”
Holding up what looked like a massive 61 x 30 cm gripper finger, Lausic said, “This is a large part, with basic geometry, which is more
Metal Additive Manufacturing | Autumn 2022 137Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFAM at General Motors
Tools and fixtures: immediate gains, exploring processes and ‘AM thinking’
Fig. 3 View of part of the polymer AM area of GM's Additive Industrialization Center (Courtesy General Motors)
cost effective to manufacture using traditional processes. However, addi tively manufacturing this end of arm tooling for a robot reduces its weight by more than 90%. If you have a robot that can lift 35 kg. but your tooling weighs 11 kg, the robot can only lift 24 kg.” So, while a conventional manufacturing technology might initially look more economically viable, designers and engineers must approach AM from a holistic stand point, and think of the entire process. Every gram removed from tooling adds another gram that a robot can lift. Similar to the hand tools example, lighter weight can help preserve the person – or machine –doing the lifting.
GM operates with clear purpose to ‘pioneer the innovations that move and connect people to what matters’. As part of that innovation focus, GM has rolled out Stratasys F900 FDM machines within various North American operating sites. Once networking is completed, these assets will be able to meet individual site needs and share improvements from other manufacturing operations. GM will also operate an additional ten F900 machines as a hub operation within its Warren technical centre, in support of early product development and tooling solutions.


Additive Manufacturing for functional prototypes
The volume of parts produced in the automotive industry is a challenge for metal AM. However, even if final production volumes are too high for AM to be considered as the final manufacturing process, it is widely used to validate components before a company commits to the high costs and long lead times associated with tooling.
One example GM highlighted was the redesign of a multi-piece hinge with a stamped bracket, which could save millions of dollars annually. While producing all of the parts with metal AM was not viable, the tooling for the bracket would cost a few hundred thousand dollars and
Metal Additive Manufacturing | Autumn 2022138 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
“...while a conventional manufacturing technology might initially look more economically viable, designers and engineers must approach AM from a holistic standpoint, and think of the entire process.”
Fig. 5 Views of part of the metals area of the AIC showing EOS M400-4 and M290 metal Laser Beam Powder Bed Fusion (PBF-LB) machines
AM at General Motors
take sixteen weeks to produce. The potential savings justified the tooling cost, but it was important to validate if the new component would meet the design team's specific requirements.
Step in metal AM: within two weeks, six sets of geometrically accurate and functional brackets were additively manufactured in steel to validate the tooling design change.
“While metal AM is not always more economical or beneficial, every successful solution opens people’s minds to new possibilities. Then there are simple wins like casting,” said Lausic, pointing to a block of almost solid metal sitting on a table. “The cost and lead times on AM casting moulds are also almost always a win. First, we have the freedom to design the internal channels for conformal cooling to optimise the mould, thereby decreasing cycle times and increasing quality. Second, we have options when it comes to the after market. If we additively manufacture the moulds, we can determine the breaking point between long-term storage costs and simply Additive Manufacturing a new mould. Also, it’s cool to think if in fifty or a hundred years from now if you wanted to make a car from today, you could just AM the moulds and go back into production.”
A proven case: AM for series production
Traditionally, tooling has been key to the mass production of components in the automotive industry. However, tooling hinders flexibility and drives the need to produce larger volumes in order to recoup costs and generate a profit. Whilst AM can be used to reduce the costs and lead times associated with tooling production, the more radical option of directly producing series automotive compo nents by AM, and thereby eliminating tooling altogether, is fast becoming a reality.
The benefits demonstrated by the following polymer component could equally apply to a metal AM component. In 2021, a closeout seal
Fig. 6 This closeout seal for the rear spoiler of the 2022 Chevy Tahoe was produced using polymer AM on HP’s Multi Jet Fusion machines by Forecast 3D, a GKN Additive company, enabling a late-stage design change. 60,000 of these parts have been delivered to date (Courtesy GKN Additive)

on the rear spoiler of the 2022 Chevy Tahoe was developed that streamlined airflow to improve fuel efficiency. The late-stage change did not allow enough time for the seal to be produced using conven tional tool-based manufacturing processes, with only six weeks until production was due to start. By using GM’s in-house Additive Manufacturing capabilities to verify
an AM solution, and then outsourcing production, 60,000 parts were deliv ered on time without significant delays. Late-stage changes such as this can increase the value of prod ucts and preserve brand reputation.
The experience and knowledge gained in a case such as this bring awareness of Additive Manufacturing and its potential and will drive the shift towards the more frequent
Metal Additive Manufacturing | Autumn 2022 139Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
“Whilst AM can be used to reduce the costs and lead times associated with tooling production, the more radical option of directly producing series automotive components by AM, and thereby eliminating tooling altogether, is fast becoming a reality.”
AM at General Motors
use of AM for volume production. As a result, future geometries that solve a problem but appear unvi able to manufacture via conventional processes may be considered as worth exploring by AM. Developments such as these continue to drive the expansion of AM in automotive production.
While polymer AM parts are expanding into production applica tions faster, metal AM might not be far behind. One success story is a part produced by metal Binder Jetting: a shifter emblem on the 2022 Cadillac Blackwing V-series models, manufactured by Azoth, Ann Arbor, Michigan, USA. To keep the metal shift knob from heating up, the rear of the part functions as a heat sink. While this is the first such application to enter production at GM, the AIC team states that it is continuing to find potential value in metal AM part production.

The biggest barriers: automation, speed and the threat of delineation
“One of the most significant chal lenges facing Additive Manufacturing as a function overall is the miscon ception that it cannot be used to support large-scale and/or large volume production timelines, or that its parts are not as high-quality as traditionally produced parts,” explained GM’s AM Product Applica tions Technical Lead, Brennon White. “As materials and AM production technology evolve, we have increased our ability to produce at scale. We focus efforts on understanding the divide between current state-ofthe-art PBF, next-generation PBF, and Binder Jetting, and where they compare against our traditional manufacturing solutions.” GM worked with machine maker EOS GmbH,


Germany, to better understand this divide and the comparison between AM and traditional manufacturing, producing the charts shown in Fig. 8.
Work at the AIC is not only focused on application development but on exploring the entire Additive Manu facturing workflow. Inevitably, it is post-processing – specifically the removal of parts and powder from a build chamber or build box – that attracts much of the team’s atten tion. Whether using Binder Jetting or Laser Beam Powder Bed Fusion, the current slow removal of parts and powder from the build plate are seen as a major barrier to the much-needed drive towards automa tion. With automation, the potential of AM for series production in the automotive industry would increase significantly.
“Even loading and unloading build trays is time consuming. It can take an operator eight hours to unload
Metal Additive Manufacturing | Autumn 2022140 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Fig. 7 A metal additively manufactured shifter emblem for the Cadillac Blackwing V-series, produced in stainless steel by Binder Jetting. Top right inset shows a design variant, easily achievable with AM, whilst lower right shows the heat dissipating design on the part's rear (Courtesy General Motors)
AM at General Motors
and load a full build tray of metal powder and parts,” Lausic explained, as we headed to the metal AM side of the building. At this stage of the workflow, an operator would typi cally vacuum out the material from the build space, then transfer it to different sifting machines and even tually blend sifted and virgin material to finally reload the AM machine. “To produce automotive industry volumes, we needed to greatly reduce this time.”
“We developed our own material management system,” he explained. “Now, the operator uses a vacuum nozzle to remove as much of the loose material as possible after a build is complete. The nozzle feeds the material through pipes, into the sifters, into that cabinet [he gestured to a seemingly normal office cabinet across the room], which adds in the virgin material and feeds it directly back into the machine.” This system is able to unload and reload an AM machine in thirty minutes and can supply up to three machines with the same material. Additionally, the machines do not need to wait until they are fully loaded with powder in order to begin a build.
A guiding principle of this system, beyond improved speed, was improved safety; by limiting the time it takes to vacuum powder from the build chamber, you improve operator ergonomics and reduce exposure to hazardous metal powders. All of the steps outlined above take place in a restricted area, away from people; again reducing powder exposure.
But while Lausic and his team are working on how to increase auto mation and reduce post-processing time, the one thing they have limited control over is the machines. “Most AM machines today – in particular, PBF-LB machines – were designed with aerospace and medical in mind. There is also an older mentality that AM metal parts must reach the same technical specifications as some traditional processes,” stated Lausic.
“I keep hearing about how parts are only nearly 100% dense, but in many cases, you don’t need the part to be 100% dense. Automo
What Are We Competing Against?
What are we competing against?
medium volume

What Are We Competing Against?
volume system
Bigger spot sizes, area printing, binder
Bigger spot sizes, area
Metal high-pressure die casting
Fig. 8 Charts prepared by GM and EOS showing the divide between current state-of-the-art PBF, next-generation PBF, and Binder Jetting, and where they compare against traditional manufacturing solutions (Courtesy General Motors and EOS)
producers are not necessarily concerned about the same things as other industries, such as aerospace and medical. So, we are working with AM machine OEMs to focus on the necessary engineering specifica tions for automotive. We can often hit many of the design specifications, but we really need to improve automa
tion and production speed for AM to expand further into automotive.”
This necessity for AM machine OEMs to differentiate between markets is important for the indus try’s future success in automotive. Companies such as GM already use hundreds of millions of metal powder parts in their engines, often for high-
Metal Additive Manufacturing | Autumn 2022 141Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
tive
CONFIDENTIAL
0 1 2 3 4 5 6 0 500 1000 2000 2500 3000 Cost ($/cc ) 1500 Throughput (cc/h) How much more can we evolve before we need to ‘revolve’?
jetting 1-400W laser, small volume system 4-400W lasers, medium volume system 4-1kW lasers,
system 10-1kW lasers, large
CONFIDENTIAL
0 1 2 3 4 5 6 7 0 5000 15000 20000 Cost ($/cc ) 10000 Throughput (cc/h) What are realistic expectations for AM when measured against conventional manufacturing?
printing, binder jetting
“I keep hearing about how parts are only nearly 100% dense, but in many cases, you don’t need the part to be 100% dense. Automotive producers are not necessarily concerned about the same things as other industries, such as aerospace and medical.”
AM at General Motors
cycle fatigue-loaded applications. In conventional Powder Metallurgy, Powder Forging or Metal Injection Moulding, full or near-full density is only sought where an applica tion demands it. There is currently an average 27 kg of parts produced from conventional Powder Metallurgy processes in a typical North American large SUV, according to data from North America’s Metal Powder Indus tries Federation (MPIF). Improving build rates at the expense of 100% density, and real-time in-place moni toring, among other features, could therefore allow AM to evolve further into the automotive industry. “As one of the main goals of the AIC, we speak with our AM partners to direct AM machine OEMs in their develop ment of future offerings,” stated Lausic.
In 2021, GM, in collaboration with Ford Motor Company and Stellantis, published the 'Roadmap for Automo tive Additive Manufacturing' through USCAR, which looked to consolidate their feedback into one automo tive voice speaking to AM OEMs. Furthering its collaboration with the AM industry, GM has now developed a list of requirements for the crea tion of an ‘AM Dream Machine’, in the realm of PBF-LB, to enable the tech nology’s industrial-scale adoption in automotive. This dream concept was developed in partnership with aerospace and technology leader Lockheed Martin to help bridge the gap between these two very different application spaces, in order to provide consistency and prevent the further delineation of machine offerings into ‘aerospace machines’



or ‘automotive machines.’ The dream machine concept from GM and Lock heed Martin is illustrated in Fig. 9.

Speaking on the collaboration with General Motors, David Tatro, vice president for Operations Process Transformation at Lockheed Martin, stated, “By blending our diverse expertise in deterrence and automo tive systems, Lockheed Martin and General Motors have created an actionable blueprint for the future of Additive Manufacturing. These manufacturing advances will unlock high performing, low cost materials to ease supply chain constraints and advance engineering innovation right here in the US.”
In the first step towards identi fying new evolutionary methodologies and through its work on the AM Dream Machine with Lockheed Martin, GM recently purchased two Velo3D Sapphire machines to add to its metal PBF-LB capacity. The company believes that some of the features of these machines work directly towards reaching the goals outlined in its Evolution Horizon 2 requirements for the dream AM machine, outlined in the upper part of Fig. 9. Additionally, GM will be replacing its current suite of EOS M400-4s with M300-4s for the same reason – industrialisation.
At this time, currently available AM machines dictate that the tech nology is best suited to low-volume production. This is anywhere from a single part to thousands, depending on size and specific technology. GM’s application engineering team determines the viability of a potential candidate part for AM, and then they engineer the part specifically to take advantage of AM’s benefits.
To better understand where various improvements in AM impact viable production volumes, GM utilises past successful applica tions and benchmarks the evolving break-even points against conven tional processes. For example, the Cadillac CT4-V and CT5-V Blackwing’s electrical transmission brackets were only produced additively after multiple stages of part development. Designing the parts for AM included
Metal Additive Manufacturing | Autumn 2022142 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Fig. 9 General Motors partnered with Lockheed Martin to come up with the requirements for an industrial AM Dream Machine (Courtesy General Motors, Lockheed Martin) >300 mJ MIE powder Suitable for reactive materials Open source materialsNA based consumables supply chain In process monitoring of powder condition Automated unpack and refill <30 min downtime between builds Automated turnover and build start Misfeed correction Automated in situ laser/scanner calibration XYZ: 500+mm 20 300+µm layers >1000 cm3/hr build rate ≥1 kW laser Uniform gas flow In situ, modular spot size Non contact recoating In situ monitoring Production Tool Steel <$10/cm3 Full height build without refilling Production Aluminium <$2/cm3 Built in 1 hr UPS Single pump down, closed gas system Minimize XY, maximize Z footprint 99.9% vs. 97% densities <24 hr service 20° w/o support ± 100 µm net shape On premise SW AM DREAM MACHINE REQUIREMENTS – Evolution Horizon 2 Non hazardous feedstock AM DREAM MACHINE REQUIREMENTS Revolution Horizon 3 Tool Steel parts <$5/cm3 Aluminum parts <$0.2/cm3 Station to station build progression ~100% duty cycle Cu parts <$0.5/cm3 >100% IACS Cu 100 MPa endurance limit 12 ft lb impact @600°C Feature based closed loop parameter control Net print ±50 µm No supports Supply chain 1 x 1 x 0.5 m size parts Full PLM integration Minimize XY, maximize Z footprint Lights out operation Cobalt free, no rare earth alloys Fully recyclable materials Limited to no post processing Isotropic microstructure Ti parts <$10/cm3 1 x 1 x 2 m AM at General Motors
M400-4
Parts per year
volume
Fig. 10 The Cadillac CT4-V and CT5-V Blackwing feature an aluminium electrical transmission bracket made using Laser Beam Powder Bed Fusion. The part secures a wiring harness to the body of the manual transmission. Table 1 (bottom) shows a comparison between current manufacturing technologies and future modalities and their impact on piece cost. Breakeven volumes are listed when compared to traditional stamping volumes. Top left shows the design progression of the part; the final part is shown on the right. (Courtesy Steve Fecht / General Motors)
changing round and elliptical holes into teardrop and hexagon shapes to improve geometric dimensioning and tolerancing. Ears or sharp angles were also reduced to gradual slopes to eliminate support materials. Finally, the bracket was oriented and built vertically in the machine’s build chamber so it breaks off easily from the build tray, in addition to enabling the nesting of many of these brackets in a single build. This bracket is a great example of how a seemingly simple stamped part, if transitioned to AM, could eliminate tooling, reduce lead times, and compete with tradi tional processes.
“By estimating the impact of highthroughput speciality powders, 100% automation, novel laser strategies, and future machine envelope sizes, we see gains in break-even volumes, but still nowhere near automotive large-volume programmes,” said White. “But it will require revolutions and not evolutions before we see widespread, large-volume adoption. Until then, we continue to win early with high-end, low-volume applica tions and tooling.”
From Fig. 10, one particularly interesting avenue for improvement is in the materials that are common today. Most were tailor selected for
their ease of AM processing, such as AlSi10Mg and maraging steel, but lack, in one way or another, in their end-use applications. GM is currently evaluating multiple new alloys and powder morphologies that have showcased 10 X improvements in build throughput in standard PBF-LB machines, while matching alloy grades already in vehicles and tools.

In the meantime, how does the automotive industry continue to find applications to drive and evolve AM? Throughout the tour, almost every story started with “One of our engineers came to us….” What is clear is that the number of machines

Metal Additive Manufacturing | Autumn 2022 143Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
30 µm layers Highsphericity powders M400-4 80 µm layers M400-4 automa tion Novel laser
tech
BIG PBF-LB machine Next gen PBF-LB Area printing
16,660 33,320 66,640 85,527 107,362 169,317 778,458 1,573,795 Cost/part decrease 45% 64% 68% 69% 76% 88% 92% Breakeven
1,600 3,000 4,800 5,300 5,700 7,600 17,000 31,000
AM at General Motors
Understanding the why, what, where, when, and how of the production value stream
Why do this?
What are the engineering specifications?
Where does AM add to the value stream?
Establish pain points and why you would consider AM
Define and measure the required technical specifications
Know if AM is adding value to the part itself, the process, manufacturing, aftermarket, etc, to improve the range of applications and provide a better holistic approach

Currently, GM’s AM educa tion programme has trained over 1,300 engineers. Many of the tech nology’s successes at GM came from people seeking out the AIC because they already had an idea of what was possible with AM. To discuss GM’s strong and growing AM culture, product engineer Tom Curtis and process engineer Andrew Cunningham joined the tour.
When are deadlines?
How to execute: in-house or outsource?
Understanding timelines and budgets can provide a better idea of where to place Go/ No-Go gates in each stage of development
Layout in-house material and process capa bilities and your list of vetted outsourced partners
Table 2 Key factors when considering the use of AM
installed, or the level of investment made, does not automatically equate to success. Success, for the team at GM’s AIC, comes from creating an AM-focused culture of knowledge and understanding on how AM adds value.
Building an AM culture
Education is necessary to move away from traditional perceptions that AM’s value is only in small, complex, or combined parts. In 2017, GM launched an outreach programme
where a team of AM experts would tour facilities to find parts that might have greater value, or provide a more holistic solution if AM were employed. At this stage, the experts would educate others about AM and make sure employees knew about GM’s education programme. Addi tionally, for people on the Detroit campus, the research lab expanded to include a maker-space-like lab offering hands-on AM education with low-cost polymer technologies such as filament-based Material Extrusion.
“Revolution with Additive Manu facturing begins with educating the broader GM Engineering and Manufacturing community on the possibilities enabled by the tech nology," explained Ali Shabbir, Engineering Group Manager - Addi tive Design & Manufacturing. "Since the inception of the Additive Design & Manufacturing department in 2017, GM has invested over $6 million in AM education and related initiatives. Additive Manufacturing education is necessary to develop an absorptive capacity within the rapidly changing AM landscape, and to ultimately transform how we design, engineer, and build our products.”
When it comes to AM training or problem-solving, people need to understand the why, what, where, when, and how of the production value stream (Table 2). Education and simple questions help people under stand if they can, or should, use AM and how it will add value to produc tion. With years of experience, GM has worked many of its AM successes into its training. Understanding each case to find root causes and values helps generate recipes for success. These recipes can highlight common alities in dimensions, geometries, and other specifications to find more successes/applications in the future, in addition to helping to develop standards.
General Motors also uses the AIC to provide tangible work experience to secondary school students through a partnership with Detroit Cristo Rey High School, a private school serving the city of Detroit. This programme provides baseline skill development while allowing students exposure to a rapidly developing industry. A work study programme engages a
Metal Additive Manufacturing | Autumn 2022144 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Fig. 11 A C8.R Corvette oil inlet and tank made at the GM Additive Industriali zation Center (Courtesy Steve Fecht / General Motors)
AM at General Motors
high school aged student for one full working day a week and counts toward graduation credit.
The future of Additive Manufacturing in the automotive industry

Despite the challenges, from proto type to aftermarket, AM is growing in the automotive industry. GM’s Additive Industrialization Center is already seeing tangible payoffs in both part development and manu facturing. Teams are saving time and resources by not having to build unnecessary tooling for prototype parts, and tools developed and tested in the lab are helping to improve production processes at various GM assembly plants.
Many of AM’s most visible automotive successes have been in performance motorsports and high-end vehicles. Whilst this end of the automotive industry is less constrained by production volumes and cost, there are both similar and contrasting drivers when it comes to AM opportunities between high-end and low-end vehicles.
What both ends of the market share is the need to educate designers and engineers on both the capabilities and limitations of what Additive Manufacturing can and cannot do. Material require ments (CAE cards) are the same whether going into low- or highvolume production of vehicles. What is different are the component volumes for break-even, especially when considering metals, are lower for high-end vehicles. Cost models, it was suggested, can quickly break down when trying to compete with high-volume programmes.
As with many product programmes, the AM of functional prototyping will play a role in GM’s EV programmes. This will enable speed and agility during product development, which is key to getting quality EVs into the hands of customers faster. Additionally, there’s an opportunity for produc tion applications that help enable
unique features and performance. GM has proven its commitment to being a driver of AM technology through decades of work. The upcoming Cadillac Celestiq is a testament to this, with its more than one hundred additively manufactured parts, the most AM parts featured in any GM vehicle programme to date.
As automotive OEMs are pushed to produce lighter and stronger vehicles with greater efficiency and higher performance, AM will continue to form strong bonds between the product, manufacturing, and R&D functions of the industry. The work being completed at the AIC will continue to enable and accelerate GM’s transition into a leading trans portation technology company while advancing AM processes. The AM success stories covered here, along with many others, feed GM’s AM development and are a major part of the reason the AIC exists today.
Contact
Ante Lausic, PhD
Lead Process Engineer – Metal AM General Motors Additive Industriali zation Center
ante.lausic@gm.com www.gm.com
Author
Jeff Kerns jeffrey.kerns@gmail.com
Based in New York, Jeff is an automa tion engineer, technical writer, and consultant.
Metal Additive Manufacturing | Autumn 2022 145Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
Fig. 12 Further view of the facilities at GM's Additive Industrialization Center (Courtesy General Motors)
AM at General Motors

ADDITIVE MANUFACTURING USERS GROUP Hilton Chicago Chicago, Illinois USA
The power of Additive
Manufacturing in the hands of artists: Public works to small batch production
The importance of, and connections between, the arts and Additive Manufacturing can be unclear. For AM, the greatest challenge is managing and capitalising upon the growing awareness of its role in industry and its impact on society and daily life. Major public works, like the MX3D bridge in Amsterdam, do more to shift public perception of the possibilities AM offers, than any number of industrial successes. Elizabeth Henry, principal and founder of Henry General Strategies, explores the relationship between the world of the arts and the state of the AM industry, and ponders what benefits can be found when the two are brought together.
Art and design – and the artistic approach to materials – possess the unique ability to both propel Additive Manufacturing into new areas, and to provide an eye catching, even awe-inspiring, demonstration of the applications of this technology.
Additive Manufacturing is increas ingly moving into the public eye, and high-profile public art projects bring wonderful attention to the industry by presenting new possibilities for the materials and processes involved, as well as by capturing the imagination of those within and outside our industry.

I was drawn to this industry initially through my arts background, which led quickly to a fascination with new materials and technology. Additive Manufacturing offers the impetus for large-scale innova tion, where wholly new processes are developed, and existing paradigms are expanded and modi fied. New technologies are always disruptive, and manufacturing, as a huge and mature industry, has some segments that have stagnated, while others have just begun to take shape.
The key tenets of AM are still being defined and, while some attempts will overreach and be discarded, others will certainly become ubiquitous, and in a decade’s time will seem an ever present part of the whole. Testing these possibilities from as many different angles – and with as many different ideologies as feasible – empowers
the market to both innovate and edit itself to produce a stronger, more efficient process.
Traditional paths of progress are certainly present in current Additive Manufacturing. That is to say that those who have been in manufacturing for some time, both persons and companies, look to the new materials and processes offered
Metal Additive Manufacturing | Autumn 2022 147Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFAM and the arts
Fig. 1 The MX3D Bridge designed by Joris Laarman Lab, seen from above in MX3D's workshop during production (Courtesy Joris Laarman Lab)
Fig. 2 Rather than twenty pieces welded together, the new tip (inside the punctured ring section, inset) was a single elegant piece that weighed 25% less than its predecessor, and was five times more durable and 30% more cost-efficient (Courtesy GE Aviation)
by AM to discover new ways to solve existing problems. This is the classic application of technology, and a critical one. Traditional manufacturing is a long-standing industry into which a massive amount of research and testing has been poured into literally millions of products.
When GE wanted to increase the accuracy and efficiency of its fuel nozzles, it looked to Additive Manu facturing to achieve internal shapes which were desired, but impossible to produce via conventional manu facturing. Through a collaborative process involving designers, model lers, engineers, and machinists, they presented a concept in 2015 that, by 2018, had developed to incorporate the use of a dedicated facility filled with a fleet of industrial metal AM machines to produce more than 30,000 nozzles (Fig. 2).


The project was an unqualified success, and an excellent example of solving an existing challenge with a new technology. This classic
application of new technology has been repeated countless times in numerous sectors of industry, and was made possible through the skill of designers and digital modellers who could collaborate with tradi tional machinists and engineers to yield the desired product.
Manufacturing looks to solve problems, art looks for them
Utilising new tools to solve existing problems is just a part of the benefits available to the industry though, and this is where the less structural approach comes into play. For centuries, artists and designers have looked to new materials and new processes, not as a possible solution to existing problems, but as an opportunity to redefine how a process or material can be applied.
Yes, being able to ‘build’ metal in three dimensions allows the internal cavities of a part a freedom
of design that conventional casting and machining cannot match. That method means that parts can be shaped more to an ideal, or with more precision or ease, than was possible with previous manufac turing methods, and that is a huge boon to industry. Artists, however, seek new challenges and possibili ties, often so impractical at first that industry would not conceive of or devote the resources to test them.
Alberto Giacometti, a sculptor long before the advent of AM, embodies this process of experi mentation and discovery. Giacometti was a Surrealist who became drawn to Realist sculpture, eventually becoming identified with the Existentialist movement. In making his renowned series of Walking Man sculptures, Giacometti experimented with different methods of casting bronze to find how little material he could possibly use in order to convey the desired frailty while still maintaining a rigid figure at the desired scale. He experimented
Metal Additive Manufacturing | Autumn 2022148 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |AM and the arts
with different methods of making moulds and pouring bronze to get the thin, even shape he required. His work yielded a sculpture that, even sixty years later, draws crowds and admiration.
That process is well-known today as an example of lightweighting. A critical step in the manufacture of a vast number of industrial parts, lightweighting allows a part to be reduced in mass and complexity to the minimums needed to safely perform the needed task. This offers huge advantages in production weight, in the cost of materials used, and in the efficiency of moving parts whose reduced mass equates to reduced energy consumption. Giacometti had no such grand plans when he poured Walking Man, but the process is much the same, and offers great rewards.
The craft of art and the study of science are, while distinct, deeply complementary. Giacometti made repeated attempts to reach his ideal Walking Man, just as a scientist would run experiments, producing a number of sculptures in this style from the 1930s to the 60s. Shown in Fig. 3 is the first large-scale Walking Man, produced in 1947.
Whether for art or engineering, this iterative design process is designed to find a solution to a problem posed, if from different directions. An engineer uses science to work towards the end goal of a product, and utilises technology and materials to reach that desired goal. The artist tests the materials and the process for their own sake, often without a strict goal in mind, testing to see what the capabilities of the new material or process are, and letting the goal grow from that. The tools may differ greatly depending in the task; Giacometti used plaster and wire to build moulds in ways never before attempted, while, today, engineers use focused software tools to refine their designs and perform the tasks of lightweighting, topology optimisation, or material analysis to optimise manufacture to be fast, cheap, precise, durable, and replicable.
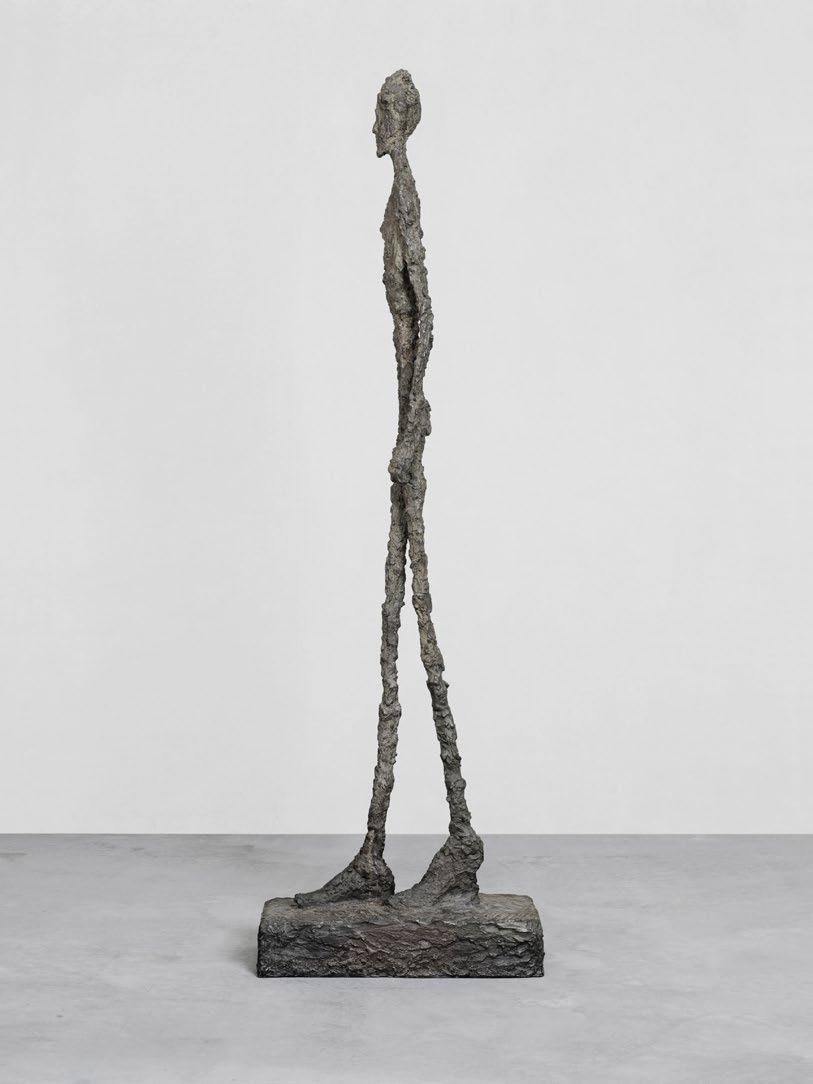
Metal Additive Manufacturing | Autumn 2022 149Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFAM and the arts
“An engineer uses science to work towards the end goal of a product, and utilises technology and materials to reach that desired goal. The artist tests the materials and the process for their own sake, often without a strict goal in mind, testing to see what the capabilities of the new material or process are, and letting the goal grow from that...”
Fig. 3 The first large-scale Walking Man by Alberto Giacometti, produced in 1947 and currently exhibited at Kunsthaus Zürich, Switzerland (Photo courtesy Ioana Jimborean / Wikimedia)
How the arts have engaged with AM
With the Italian Renaissance serving as perhaps the greatest example, art has always offered the potential for great works that draw broad attention to scientific advances, benefitting technological progress simply by bringing innovations further into the public conscious ness. When the MIT McGovern Institute for Brain Research commis sioned a piece of installation art to reflect the mission of their scientists and research, they engaged Ralph Helmick of Helmick Sculpture; focusing on the intersection of science, art, and technology, Helmick was a natural choice for the task.
Ralph Helmick sought to depict the human brain, with its myriad of connected neurons, in an additively manufactured metal sculpture. More than a hundred individual neurons of different sizes and configurations, all produced by Binder Jetting (BJT), hang overhead as one enters the lobby, each wrapped in gold leaf, reflecting the light along their curves, adding to the chaotic nature of the installation. The piece, titled Schwerpunkt, German for focal point, takes on a different meaning once a visitor reaches the perspective of the balcony, where the disparate pieces coalesce to form a pattern of neurons inside the classical outline of a human brain (Fig. 4). The piece is stunning, and references the abilities of both the critical research being performed and metal Additive Manu facturing in the hands of an artist.

A similarly heralded work, the MX3D Bridge in Amsterdam, was produced using metal Additive Manufacturing to form a foot and cycle bridge twelve metres in length (Figs. 1, 5, 6). For this installation, several challenges were overcome, with the largest being the ability to create items far larger than the bed of the AM machine involved. A mixture of methods was used to create the massive, flowing form of the bridge. An AM process called Directed Energy Deposition (DED),

Metal Additive Manufacturing | Autumn 2022150 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
“When the MIT McGovern Institute for Brain Research commissioned a piece of installation art to reflect the mission of their scientists and research, they engaged Helmick Sculpture; focusing on the intersection of science, art, and technology, Helmick was a natural choice for the task.”
Fig. 4 Ralph Helmick designed this metal sculpture for the MIT McGovern Institute for Brain Research. Titled Schwerpunkt, the individual parts of the sculpture were produced by metal Binder Jetting, and depict more than 100 neurons of different sizes and configurations that, viewed from the right angle, take on the classical appearance of the human brain (Courtesy Helmick Sculpture)
AM and the arts
with wire as the feedstock, was used. Also known as Wire Arc Additive Manufacturing (WAAM), the process, which can broadly be considered continuous additive welding, was central, as was the use of non-planar deposition to offset the stair stepping effect so often found with additively manufactured items, especially at large scale.
Could a similar bridge have been made conventionally, from metal, wood, stone, or concrete? Certainly, but this project was the work of artists, designers, modellers and engineers, intended to stretch the limits of new technology. In this case, the collaboration not only produced a beautiful bridge, but spun off a new company, MX3D, which produces software to operate robotic DED systems, allowing the end to end creation of large-scale additively manufactured metal objects. MX3D was later awarded the STARTS Grand Prize for Innovative Collaboration by the European Commission, which recognises companies that have promoted collaboration between industry or technology and the arts (and the cultural and creative sectors in general) that open new pathways for innovation.
Moving further, MX3D is spear heading the production and adoption of DED robots and seeks to maximise their impact through certification and a portfolio of engagement with other artists to produce large-scale works using the technology. What began as a design exercise has quickly developed into a recognised manu facturing process, and MX3D has now evolved into an industrial supplier of wire-based DED technology to both the arts world and critical industries such as maritime, oil & gas, aero space and automotive.
Of course, Additive Manufacturing in the sphere of the arts involves the use of a great deal more diverse materials than plastic and metal. While these account for the bulk of current production, many other materials are currently being worked with and many more will be devel oped and adapted as the technology continues to mature. When the

Fig. 6 The MX3D Bridge in its final form, installed and in public use as bicycleand foot-bridge over the Oudezijds Achterburgwal canal. In a subsequent project, MX3D Smart Bridge, a sensor network was developed and installed in the bridge by The Alan Turing Institute to collect structural measurements such as strain, displacement and vibration, and environmental factors such as air quality and temperature, enabling engineers to measure the bridge's 'health' in real time and monitor how it changes over its lifespan. This data will also enable the bridge to 'understand' what is happening on it, how many people are crossing it, and at what speed (Courtesy MX3D)

Metal Additive Manufacturing | Autumn 2022 151Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
Fig. 5 A modern-day sculptors atelier: MX3D's bridge in production in 2018 (Courtesy Thijs Wolzak/MX3D)
AM and the arts
Fig. 7 Two images from the Digital Grotesque exhibition, a collaboration between BMW and Hansmeyer, that incorporates large-scale 3D printed sand sculptures that seek to examine the interconnectivity between art, technology and humanity (Courtesy Fabrice Dall'Anese)

FRAC Centre commissioned Michael Hansmeyer to make Grotto I as part of the BMW Art Club exhibition, and the Centre Pompidou did the same with Grotto II, they desired not only to print with sandstone, but to do so with a 0.1 mm resolution. Each piece presents an astounding complexity of form, presenting hundreds of square metres of surface area in a work only 3.5 m tall. The breathtaking archi tecture of these works was entirely created by algorithm, optimised with highly differentiated geometries that fold in upon themselves seem ingly infinitely. The structure that results is at once entirely fictive and abstract, yet at the same time organic and familiar. These works not only utilise cutting edge technological processes for production, but depict the math that underlies the design in physical form, allowing a viewer to marvel not only at the art, but the technology that underpins it.
Technology, arts and heritage
The Digital Grotesque exhibition, a collaboration between Hansmeyer and BMW, featured an immersive 3D printed sand installation that sought to examine the intercon nectivity between art, technology, and humanity (Fig. 7). Hansmeyer specialises in utilising advanced technology and AM at the highest levels of precision to discover the limits of both the technology and the art it produces. Working in a field that is constantly redefining itself and its limitations allows the artist to examine the partnership between humans and the technology we utilise and rely upon. Such an examination may begin very much in the abstract, but the interaction of humans and technology reaches to the core of most manufacturing challenges, and improving the understanding of the desires and needs of the end-user offers tremendous advantages moving forward.
The creation of such large-scale structures from sand, when combined with digital scanning and modelling,
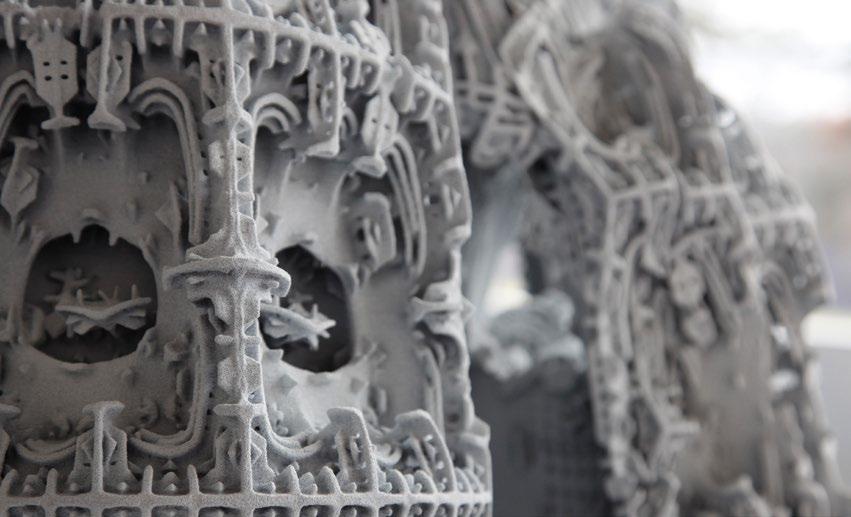
Metal Additive Manufacturing | Autumn 2022152 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
AM and the arts
Fig. 8 Sker, an additively manufactured sculpture designed by the artist Peter Lang, installed at the Sprengel Museum in Hannover, Germany, depicts the formation of an oceanic island by an Icelandic lava flow and measures 7.5 m in diameter and 2 m high. The sculpture was produced by Additive Techtonics, a subsidiary of FIT AG, using a novel AM process and a granular biopolymer made from lignin (Courtesy FIT AG)
presents a huge step forward in the preservation of antiquities.
Large sculptures or fragile objects present challenges for transport and display. Additionally, a growing international understanding of the need for relics to remain in their countries of origin adds taboo to the challenge. A century ago, plaster casts were made of great struc tures, which then became moulds for poured concrete, and eventually replicas were made to display these antiquities worldwide. Such casting methods however, become exceedingly difficult at large scale, and inflict wearing and – potentially damage to – on the originals.
Utilising digital scanning and Additive Manufacturing processes, such replicas can be made to what ever scale is desired, without any physical contact with the original. While some museums have carefully guarded replicas a century old, such as the Carnegie Museum of Art in Pittsburgh, USA, this advance in technology will allow such replicas to proliferate again, while protecting the irreplaceable original works.
Not all AM occurs in a factory or even a studio. Perhaps one of the greatest assets of AM is the portability of the technology, allowing work to be performed on site, thus eliminating the transport and instal lation of large, completed works. Instead, only the AM machine and its materials need to be shipped, with all work occurring at the final site. This ability was used by FIT AG to design and construct Sker at the Sprengel Museum in Hannover, Germany.
Modelled after an Icelandic lava flow forming an island in the ocean, the piece was created on-site at a
massive scale, 7.5 m in diameter and more than 2 m high (Fig. 8). All parts of the project, design, modelling, and fabrication were done digitally, requiring development of new processes by Additive Techtonics, a FIT subsidiary, to allow the artist to sketch the form directly into a virtual 3D model. Two robots are used for the build: the first to mix the changing custom wood blend of the fusible extrusion material, and the second to produce the sculpture itself without overlap, utilising another piece of new software developed for this project.

Metal Additive Manufacturing | Autumn 2022 153Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
“All parts of the project, design, modelling, and fabrication were done digitally, requiring development of new processes by Additive Techtonics, a FIT subsidiary, to allow the artist to sketch the form directly into a virtual 3D model.”
AM and the arts
Bringing creativity back to manufacturing
Manufacturing has always been the spine of the modern world.
Access to manufacturing is one of the primary factors in defining developed and developing nations. The relationship of manufacturing to the other func tions of a nation have changed as steadily as manufacturing itself. Early on, the connections and interactions of industry, the arts, and manufacturing were tightly linked.
Artisanal products, for centuries created individually by craftsmen, were modified to allow for more rapid and consistent production, ultimately yielding assembly line mass production. While this matura tion of concept allowed for new products to be created and manufactured vastly more quickly, then distributed globally, the connection between the unbounded creativity of the artisan, and the necessary effi ciency of the manufacturer, grew increasingly more tenuous.
Freedom of experimentation can generate surprising solutions
Historically, artisans and designers worked, often with manual methods, to test the abilities and limitations of new materials. By approaching the
materials and processes without worrying about the constraints of mass production, these designers used materials in ways not previously considered, and they applied the processes to entirely different groups of products. While those initial experiments may have had mixed results, the possibilities they exposed took a variety of industries into approaches they had not previously considered.
Take a kitchen tool that has become ubiquitous: the Microplane. This stainless steel rasp has proven perfect for finely grating citrus and cheese, as well as a variety of other produce, but began its life as a wood working tool. Originally designed as a rasp for curved wood surfaces, the tool failed, as its tiny sharp edges wore out quickly against the hard fibres. For the softer materials of food preparation however, the tool proved invaluable, and became a standard item in kitchens worldwide. What is less known is that the tool is not stamped and sharpened as most blades are, it is manufactured through a process of photochemical machining; a process common in industrial production since the 1980s, but rarely seen in consumer goods before the Microplane. Its creator, Richard Grace, simply wanted to make new things with the technology he felt was being underutilised, then found a use for them later, to his great success.
This unfettered creativity drew from prior methods of manufacturing, then applied them to create products never before seen, finally moving back to full scale manufacture of the new items. In many ways this is the
Bell Labs model, doing experimenta tion, research, and testing to see what is possible when unfettered by the need to immediately define a commercial use, even if the end goal was always commercial in the greater sense. Part of the core mission of Bell Labs was to utilise an interdisciplinary team – a Venn diagram of skills and knowledge – to effectively blanket the skill set. While Bell Labs is sadly gone, the organisational model persists, and offers us a critical roadmap towards the future of manufacturing innova tion.
Industry and academia are making inroads towards this goal. Some companies like AutoDesk have fellowship programmes, bringing in talent from quite different industry sectors, to share their expertise and help to shape products and direc tions from unique viewpoints. They serve not to improve the quality of the product itself, but to expand the understanding of its impact, connectivity, and interaction with the larger ecosystem. Similar partner ships between industry and the arts have been around for decades. Even NASA maintains an Artist in Resi dence programme, understanding that the storytelling side of their mission increases accessibility for many, both expanding the appeal and demand for their missions, and possibly encouraging younger students to choose a path of study that leads to joining that mission.
Academia, of course, has played a key role in manufacturing and technology since the beginning, and its role in AM is no less. Many institutions grew robust industrial design programmes, from Carnegie Mellon to schools like Cooper Hewett, California College of the Arts, Parsons, as well as Penn State, Virginia Tech, and Purdue.
As the field has grown, the types of materials involved have expanded tremendously, compelling these academic programmes to narrow their focus and greatly increase their depth of study. While still early in the adoption process of Additive Manufacturing, these institutions are
Metal Additive Manufacturing | Autumn 2022154 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
“Historically, artisans and designers worked, often with manual methods, to test the abilities and limitations of new materials...”
AM and the arts
already providing study focusing on a mechanical, materials, design, or modelling approach. The expansion of available data and applications, along with the constantly steady growth of the technologies themselves, have allowed for an incredible level of specialisation in a short period of time.
Manufacturing-driven design opens novel pathways

The industrial exploration of new products can yield a wide array of pathways, often adding a novel modification onto an existing product which either improved its perfor mance, appeal, or producibility. Often the change was more evolutionary than revolutionary. In the 1930s, Fiestaware introduced a new ceramic glazing process, allowing for a wide range of vibrant colours. The plates’ function was unchanged, but the aesthetic improvement in the colour scheme made for a smashing success and sales skyrocketed. At the turn of the last century, Bakelite became the first widely used plastic made from synthetic components. Its resistance to heat and non-conductivity made it a natural choice for electrical insulators and for heat-proof handles on machines and kitchen equipment, but its ability to be thermoset into almost any shape expanded its use to entirely unrelated applications, such as children’s toys, jewellery, and even rifle stocks. In the 1990s, Dyson introduced a line of vacuum cleaners that, while using existent industrial technology, appeared unlike any vacuum that had come before it, and were instantly popular.
These products were created not by an artisanal approach to new materials, but rather through a design process with manufacturing always the end goal. Those working on these designs understood the needs of a manufacturing system, and sought to design products idealised for that process from the start. This sort of industrial design played, and will continue to play, a key role in the
design of future products, so long as those designing consciously choose to expand their understanding to utilise the new abilities presented through Additive Manufacturing.
Seven years ago, soon after being brought on board at ExOne, a manu facturer of Binder Jetting AM and now part of Desktop Metal, I found myself at the Industrial Designers Society of America (IDSA) conference, believing my best move was to learn, as a sales person, how designers thought of, and designed for, these new technologies.
I quickly learned there were very much two camps at play in Additive Manufacturing. There was the old guard, who saw the new technology as a different method of creating the products they had been creating for decades. For this camp, it was a new tool for the same tasks, offering some new efficiencies and
new limitations. The new users, in contrast, saw the path to growth as moving into the manufacture of new products, especially where the designs were difficult, or even impos sible, to produce with traditional manufacturing methods. While many of these designers were still looking to solve current issues, they were using the new technologies to blaze novel paths to that goal.
Beyond the manufacturer’s ecosystem, a new category entirely had evolved, one of B2C facilitators. Now, well-known names such as Shapeways, Xometry, Materialise and others linked metal AM manufac turers to a broad group of end users who sought a mix of pre-designed items and products of their own creation. Some sought individual pieces for personal use, while others desired small batch production for retail sale. The process, while
Metal Additive Manufacturing | Autumn 2022 155Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
Fig. 9 The MX3D Bridge being manufactured in 2018 using robotic wire-based Directed Energy Deposition (DED) technology specifically tailored to the production of large scale works. The development process resulted in exper tise that has since resulted in the commercialisation of the technology by MX3D (Photo courtesy Olivier de Gruijter)
AM and the arts
Combining the gothic and the modern
Studio Tessin designed its Cellular Altar Object – a collaboration between Oliver Tessin, Architec tural Designer, and artist duo Empfangshalle – for the parish church of St Laurentius in Altmüh ldorf, Germany. Manufactured by AM specialist FIT AG, the sculpture was commissioned as part of the artistic renovation of the parish church and became, through the unique structure made possible by computational modelling and AM, the new focal point of the interior. The design is based on

the insight that the altar's cellular morphology and church's gothic architecture are both derived from nature's own design processes, and the latest technologies available at the time they were constructed. Whilst metal DED was initially considered, the sculpture was made using polymer PBF-LB and coated with aluminium bronze using a thermal spray process to give it structure a stable 'shell', before finishing with a metallic lacquer (Photos courtesy Andreas Heddergott)
limited in scope, worked beautifully, allowing emerging designers like Jenny Wu, Nervous System, and Hero Forge, amongst many others, to prototype and build entirely new creations. While the scale of this consumer production was smaller than the industrial side, the sheer volume of those involved and the increasingly public nature of this branch of AM quickly brought these technologies into the consumer sector.
Turning the Klein bottle, a topo logical example of a non-orientable surface that yields a shape without a definable inside or outside, into a bottle opener, Bathsheba utilised the abilities of Additive Manufacturing to achieve a shape that could not be cast or machined in any reasonable manner. It is, of course, a mix of math joke, beautiful design, and a fully functional tool; a consumer product, designed by an artist. Simi larly, a set of metal AM dice for the game Dungeons & Dragons utilised industrial technology to create a hugely popular take on a common gaming item. From these small-scale manufacturers to multinational corporations, AM is becoming an intrinsic part of the overall process.
The expansion of Additive Manufacturing technologies into the arts world has been so rapid and substantial that museums have joined the field. For those lucky enough to be in the UK, The Design Museum in London now has a permanent exhibition on maker culture and small-scale manufacture. This exhibition draws from the early 2010s when ‘3D printing’ exploded onto the scene, and the hype touted it as the universal solution for the maker movement. While these early claims proved hyperbolic, as so often happens, real change did occur. The democratisation of the manufacturing process expanded, as the required scale shrank and the tools of the trade appeared in small shops, personal homes, schools and libraries around the world.
The Design Museum takes a unique approach with its permanent exhibition, Designer Maker User,
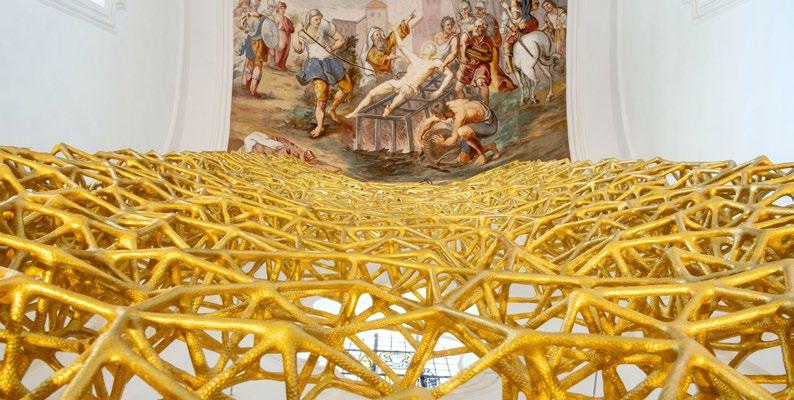
Metal Additive Manufacturing | Autumn 2022156 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
AM and the arts
highlighting everyday products that are used and customised, demonstrating a designer's thought process. The exhibit, aside from showing off some excellent work, shines a light on some areas often hidden in shadow. Not only does it highlight the designers and users of these products, it goes on to examine and illuminate the Additive Manufacturing processes involved. It demonstrates the process of design and manufacture, making the whole of the process more accessible and visible to those outside the field. Combined with expanding efforts to make many designs and scans opensource, notably done by The Metropolitan Museum of Art, New York, offering scans of its art and sculpture collections on Thingiverse.
One of the most highly-viewed examples of cutting-edge AM tech nology was seen in the costumes for the Marvel film Black Panther. In designing the costumes, Ruth E Carter faced a challenge: she needed to create costumes that showcased the technology, while maintaining the distinct flavours of East African Maasai design. She and her team spent months scouring shops globally for authentic East African prints, but, finding many were now printed in Europe and shipped, she opted to create her own. Beyond the fabrics, however, Carter saw the opportunity to use 3D printing to demonstrate the level of technology available to the citizens of the fictional nation of Wakanda. Modelled on the hats traditionally worn by married Zulu women, the headgear worn by Angela Basset as the Queen held an impossible shape with stunning translucence. The hat, along with her broad lace collar, was created from wearable plastic, as was most of the suit the eponymous character wears. This represents the opposite end of the AM art scale, where the technology is used to create items that are not installation art pieces, but rather exceptional examples of items already well-known and understood.
Fig. 10 Bathsheba Sculpture turned the Klein bottle, a topological example of a non-orientable surface that yields a shape without a definable inside or outside, into a practical bottle opener. This mix of math joke and functional product is an ideal example of the intersection between art and engineering for AM (Courtesy Bathsheba Grossman)
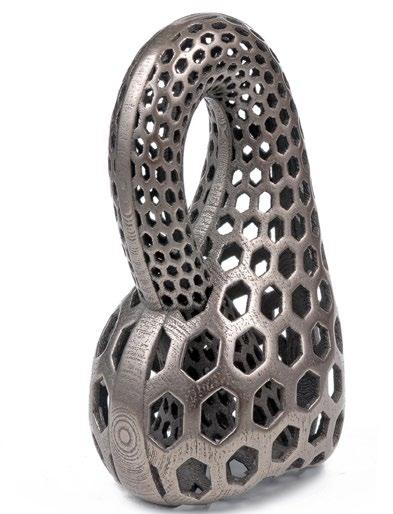
Conclusion
All of us in the Metal AM readership know that Additive Manufacturing is a permanent part of the manufacturing ecosystem going forward. The opportunities to gain efficiencies and to produce new products and new processes will be myriad. The rate of adoption and commercialisation, however, poses new challenges for the industry.
With the intense levels of competi tion and the rapid advancements arriving steadily, organisational innovation is key. Traditional develop ment cycles must be updated in order to find the correct applications to work with existing clients, refine the understanding of entirely new products and methods and reduce the iterative cycles need to reach a solid design for manufacture.
Collaborative processes, involving engineers, modellers, designers, and artists, will provide the diversity of inputs and viewpoints needed to avoid the pitfalls of siloed development, which present the real risk of critical delays in a fast-paced field. Working with facilitators trained in assisting with this rapid and broad integration can allow the introduction of valuable
insight and help ease the adaptation of a traditional process into a more additive and flexible one.
Understanding the critical interactions between the needs of industry, the desires of government and the innovations of academia and the arts is invaluable towards the goal of utilising AM to bolster and expand current offerings, and not be overwhelmed or outpaced by them.
Author
Elizabeth Henry is the principal and founder of Henry General Strategies (HGS), a consulting firm focused on aligning opportunities at the inter section of industry, government, and academia.
Henry founded HGS in 2022 after serving for more than five years as a Subject Matter Expert in Additive Manufacturing for the United States Office of the Secretary of Defense for Research and Engineering's Office of Manufacturing Technology.
Henry consults, writes, and speaks on innovation, collaboration, and emerging markets in new technolo gies, including additive. liz@henrygeneral.com
Metal Additive Manufacturing | Autumn 2022 157Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
AM and the arts

15–17November, 202 2 Bremen,Germany REGISTERFOR FREE AT w w w. spacetechexpo.eu the exhibition hall and source the latest technology from 450+ leading suppliers by 100+ speakers at three free-to-attend conferences with industry peers and build new relationships to take your business to the next level Explore Be inspired Network Mark your calendar for the fifth edition of Europe’s largest B2B event for the aerospace industry
Growing momentum and broadening recognition: A status update on the rise of Electron Beam PBF
In the Summer 2020 issue of Metal AM magazine, Joseph Kowen presented a snapshot of the Electron Beam Powder Bed Fusion industry. The conclusion was that the full potential of the technology was, as yet, unrealised, and that PBF-EB had considerably more promise than the level of commercial activity seemed to suggest. Two years later, Kowen returns to the topic to offer an update on the progress of the PBF-EB field over the intervening period. He assesses the growing level of activity to provide an updated estimate on where the technology, and its commercialisation, is headed.
In its Summer 2020 issue (Vol. 6 No. 2), Metal AM magazine published an article on the status of Electron Beam Powder Bed Fusion (PBF-EB). With the technology still operating in the shadow of the considerably better known and more commercially active Laser Beam Powder Bed Fusion (PBFLB) technology, the objective of the article was to take a snapshot of the then current status of PBF-EB and try to shed light on the advantages and prospects of the technology. It tried to explain why it came in a distant second to PBF-LB, despite some of the advantages it held. Finally, the article took a peek into the pipeline of new players and new products that had started entering the market and to understand the potential they saw that prompted them to take the plunge into the world of PBF-EB.
The overall conclusion was that the full potential of PBF-EB was, as yet, unrealised, and that the consensus was that PBF-EB had considerably more promise than the level of commercial activity seemed to suggest. The article speculated as to what the reasons for that unreal ised potential might be; the electron
beam has been known to science for more than 120 years, longer than the relatively younger laser beam. Work on PBF-EB began not much later than the pioneering work on PBF-LB, but the article estimated that only about 6% of all metal PBF systems were electron beam systems. Why was this?
Two years and a pandemic later, this article will take a look at the latest developments in PBF-EB, track what has transpired since Metal AM magazine's last PBF-EB review was published, and offer an updated estimate on where the technology and its commercialisa tion is headed.

Metal Additive Manufacturing | Autumn 2022 159Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFPBF-EB revisited
Fig. 1 The view
inside the PBF-EB build process in a GE Additive Arcam
machine (Courtesy GE Additive)
Company Country Systems Build volume (mm)
A2X 200 x 200 x 380
Q10plus 200 x 200 x 200
GE Additive Arcam Sweden
Materials Electron beam power
Titanium, nickel alloy, titanium aluminide 3 kW
Titanium, cobaltchrome, pure copper 3 kW
Q20plus 350 ø x 380 Titanium 3 kW
Spectra L 350 ø x 430 Titanium 4.5 kW
Spectra H 250 ø x 430
Titanium, titanium aluminide, nickel alloy, tool steel 6 kW
ONE 100 ø x 100 Unlimited 0-6 kW variable Tada Electric (Mitsubishi Electric group) Japan EZ300 300 x 300 x 380 Titanium, stainless steel 316L 6 kW
Freemelt Sweden
Wayland Additive UK Calibur3 300 x 300 x 450 Titanium, Vibenite 290 5 kW
JEOL Japan JAM5200EBM/01 250 ø x 400
PB EBM 30S 160 x 160 x 400
Pro-beam Germany
Titanium, pure copper, Ni718 6 kW
Inconel, copper, tita nium (open system ) Up to 15 kW
PB EBM 30S 300 x 300 x 400 Inconel, copper, tita nium (open system) Up to 15 kW
S200 Production 200 x 200 x 200
Xi'an Sailong Metal Materials Co., Ltd.* China
Y150 Biomedical 150 × 150 × 180
Titanium alloy, titanium aluminium, stainless steel, refractory metal
Titanium alloy, cobalt chromium, tantalum, titanium tantalum alloy
3 kW
3 kW
Tianjin Qingyan Zhishu Technology Co., Ltd. (Qbeam)* China G350 350 x 350 x 700
Table 1 A current overview of PBF-EB machines on the market * Not verified by the manufacturer
PBF-EB basics
For readers less familiar with PBF-EB, here’s a general description of how it works: PBF-EB is based on the melting of metal powder by exposing it to a beam of electrons. The process starts with the spreading of a thin layer of metal powder on a build plate. The powder is pre-heated by exposing the entire layer to a stream of electrons; this broad expo sure of electrons heats the powder
to suitably high temperature, based on the material being used. In the case of titanium alloys, the powder is heated to about 800°C.
An electron beam is deflected by an electromagnetic field which transfers energy and selectively fuses parts of the layer by raising the temperature of the pre-heated powder to above the melting point of the material being processed. After melting of the selectively fused parts of the layer is completed, the build
Ti alloy, nickel base superalloy, copper alloy, refractory metals, titanium aluminide
3 kW
platform is lowered and a layer of fresh powder is spread across the build area. This process is repeated for each layer as parts are built up.
Heated but unfused powder forms a ‘cake’ around the fully fused parts and needs to be removed and recycled in a post-processing step. This is done by mechanically blasting the surrounding cake and removing excess material from internal channels inside the part as necessary.
Metal Additive Manufacturing | Autumn 2022160 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |PBF-EB revisited
There are several misconceptions about PBF-EB, which were reviewed in our first PBF-EB status report. Two years on, there is no evidence to suggest that there has been a dramatic sea change in the overall perception of PBF-EB, although there have been some important incre mental changes slowly but surely chipping away at PBF-LB’s dominance in the industry’s consciousness. As shall be seen, the growing level of activity in PBF-EB can only have helped to develop a broader under standing that something exciting is happening in this technology. In this article, we’ll try to get a grip on what that is all about.
The newcomers
Let’s start by looking at the new machines and companies that have entered the commercial stage since our last review. Two of these companies were listed as ‘machines in development’ in 2020, while a third was in stealth mode, but has since come out of the shadows and taken healthy steps to position itself as a solid competitor. The common thread binding all three of these newcomers is that they bring with them experi ence in the use of electron beam technology honed over time in other industries. We’ll look at them in the order in which they first came to the attention of the AM world.
JEOL
JEOL is an established Japanese supplier of precision scientific instruments, including electron microscopes and lithography machines. It has been developing electron beam technology since 1949. The first indication of its interest in applying this knowledge to PBF-EB was its decision to join the Japanese government’s Technology Research Association for Future Additive Manufacturing (TRAFAM) consortium, established to improve the country’s capabilities in AM.
The company’s first commercial AM machine, the JAM-5200EBM, was announced at Formnext in 2021,
where the company showed parts produced using its PBF-EB tech nology, but not the machine itself.
The key features of this offering include a high-temperature process of above 1100°C with a 6 kW electron beam. Its scanning strategy uses a high-speed scan and high-speed focus change which improves both build speed and build quality, the company says. It claims a longlasting and stable electron beam output needing replacement only after 1,500 or more hours of use. Its features include a reusable heatshield, and a smoke prevention mechanism called e-Shield. Since helium is not used, the company states that the system “has a low CO 2 footprint and is more environmentally friendly.” The company offers three materials: Ti6Al4V (Grades 5 & 23), pure copper, and Ni718. Powders can be sourced from third-party suppliers.

Like most systems, the machine produces parts embedded in a ‘cake’ of partially hardened powder which needs to be removed. The company offers a powder recovery system to remove the material surrounding the parts. Less clear is how the cake is removed from internal cavities or channels, a problem common to most of the offerings in the market.
JEOL, like many companies offering new technologies, remains tight-lipped on specific applica tions for which its technology is being deployed. The number of machines sold has not been published, although the company says that “multiple units have been installed.” These units are in Japan, the company’s home market, although it has begun promoting its machines in Europe and North America through the commercial channel already existing for JEOL’s products.
Metal Additive Manufacturing | Autumn 2022 161Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFPBF-EB revisited
Fig. 2 JEOL's first commercial AM machine, the JAM-5200EBM (Courtesy JEOL)
Wayland Additive
Wayland hit industry headlines in 2019 when it announced that it had secured early-stage venture capital funding of $3.7 million. It has now been through two funding rounds and expects to be self-sufficient in 2023, with plans to raise additional funding in the mid-point of 2023 to scale for growth. The UK company’s electron beam pedigree has its roots in the development of lithography systems for the semiconductor industry, Wayland’s founders having identified the potential of adapting their knowledge of precision electron beam processing to AM.
The company announced its first Calibur3 PBF-EB sale in May 2021, to Canadian energy company Exergy Solutions. The company’s first public showing of its machine took place at Formnext 2021. The first two machines are in a final testing stage before installation at customer sites in Canada and the UK. In April 2022, the company announced a collabora tion with EWI under which a Calibur3 machine will be installed at EWI’s Buffalo, New York, facility, where it will be deployed in the development of new materials. In September 2022, the company announced the expansion of its facilities in the UK. This will allow it to produce up to thirty units per annum. The list price of the Calibur3 is £940,000 (approx. $1.05 million based on exchange rates at the end of September 2022). The company is already talking about a new model called Calibur4, which will share some sub-systems with Calibur3, speeding its development.

At the heart of Wayland’s machine is its Neubeam technology. The ‘Neu’ stands for neutralise, as in neutralising the negative charging of the metal powder particles and thereby avoiding the smoke effect, a key challenge in PBF-EB. Wayland offers an open machine architecture, allowing customers to develop processing parameters better suited to new materials and applications. It currently offers titanium and Vibenite 290 and is working with commercial partners to develop pure tungsten processing capabilities.
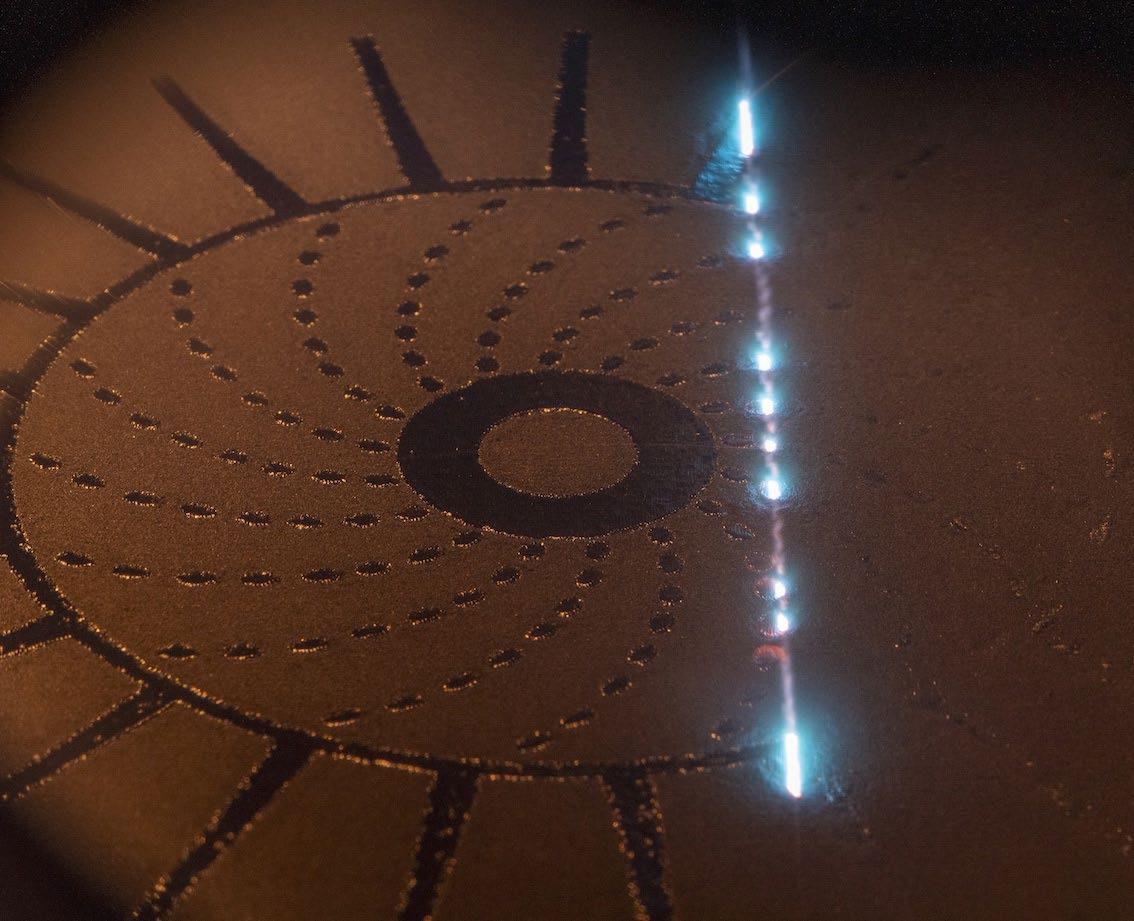
Metal Additive Manufacturing | Autumn 2022162 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Fig. 3 Wayland Additive's Calibur3 PBF-EB machine (Courtesy Wayland Additive)
Fig. 4 A view of the powder bed within a Wayland Additive PBF-EB machine during the build process (Courtesy Wayland Additive)
PBF-EB revisited
Another key differentiator for Wayland is the ability to avoid the hard-to-remove caked powder around built parts. This has the potential to simplify the powder removal process, especially for internal channels. Depending on the parts produced, a more loosely caked powder bed might necessitate the addition of support structures to steady the build or to facilitate multi-layer builds or nested parts. All told, the company believes its Neubeam technology offers productivity advantages over competing systems in total part cost.
pro-beam Group
Yet another new entrant that gained experience in electron beam tech nology in other industries, pro-beam has been a developer of systems and provider of services in the field of electron beam technology since 1974. Based in Germany, the company employs more than 400 and is active in forty countries worldwide. It oper ates five locations: three in Germany and one each in China and the US. Its main business is the production of electron beam welding systems and the provision of related services,
and it reports an annual turnover of over €60 million (approx. $58 million, depending on exchange rates). pro-beam offers welding, hardening, coating and micro-drilling services, and its extensive experience with the job-shop operation of its technology is one of the key differen tiators for this company, giving it the experience and confidence to produce robust systems for use by end-users in a demanding market. The decision to enter AM was based on enquiries from existing companies – mainly
from the aerospace segment and general engineering – asking about applications in AM. In response, it developed both electron beam DED and PBF-EB machines for industrial use. The company is vertically integrated and builds all of the main components of its machines itself, including the electron gun technology.
pro-beam first displayed its machine at Formnext 2021. The PB EBM 30S is available with two different build volumes and

Metal Additive Manufacturing | Autumn 2022 163Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
“...the job-shop operation of its technology is one of the key differentiators for this company, giving it the experience and confidence to produce robust systems for use by end-users in a demanding market.”
Fig. 5 pro-beam's EBM 30S PBF-EB machine (Courtesy pro-beam)
PBF-EB revisited
Fig. 6 Parts produced using pro-beam's PBF-EB technology. Top is a turbo charger component, bottom is a component for an electric motor (Courtesy pro-beam)
highest possible yield by flagging deficiencies layer-by-layer in real time.
Perhaps the most advanced feature of the machine has been designed to address one of PBF-EB’s weakest features. Since the cooling process can be as long as the build process itself, pro-beam’s approach offers multiple build boxes, called BuildUnits, in the same build environment such that when one build finishes, the next can begin immediately while the first is still cooling down. This parallelisation effectively doubles the capacity of the machine. A third BuildUnit can also be added to make the machine even more efficient, so that two boxes can be in separate stages while the third build begins.
The up-and-comers
Another group of companies had already taken their first baby steps into the market at the time of the previous PBF-EB article. Freemelt already had systems on the market in Europe, while Tada Electric had recently recorded its first installation in Japan. What progress have they made in the past two years since their initial commercial machine sales?
Freemelt AB
operates with layer thicknesses of 50–100 μ m. The list price of the machine is "above €1 million" (approx. $960,000, depending on exchange rates), which includes its complete parallelisation. A total of nine machines are on the market, four of them with a full specification of features and options.
The machine is capable of processing Ti6Al4V, TiAl, copper and Inconel. However, as an open machine, customers are encouraged to develop alloys to meet their specific needs. For this reason,


pro-beam has placed the first machines in universities and in corporate R&D departments for use as development platforms.
The company says that its process stability delivers better quality. Lower electrostatic charging results in less smoke and optimal results at minimum build power. The selective spot strategy, called RainTec, resembles ‘rainfall,’ which the company says stabilises the process. In-process quality inspection is a standard feature of the machine, and ensures the
Gothenberg, Sweden-based Freemelt AB was founded by early members of the team that developed the Arcam machine. The company has deep roots in the electron beam ecosystem, giving it the perspective to understand not only the key features of PBF-EB, but also which aspects of the technology needed improvement.
The biggest news to come from the company in the past two years was its initial public offering (IPO) in July 2021. The company raised the equivalent of €8.4 million ahead of the IPO, a display of confidence by investors in the potential of PBF-EB. The influx of cash allowed the company to proceed with its develop ment plans for systems, as well as
Metal Additive Manufacturing | Autumn 2022164 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
PBF-EB revisited
speed up their commercialisation efforts through the establishment of a sales team.
The overall vision of the Freemelt team is based on the idea that the barriers to the development of PBF-EB lie in the paucity of material options available to customers. Material development is a lengthy process, one which requires machines with open build parameters to facilitate material development iterations. As a result, Freemelt came out with the Freemelt ONE, which, by definition, was designed for material development. Its main customers have been academic, government and corporate research facilities. In addition to open settings, the small build volume was designed to ease the material development process by requiring only small quantities of new alloys with which to work.
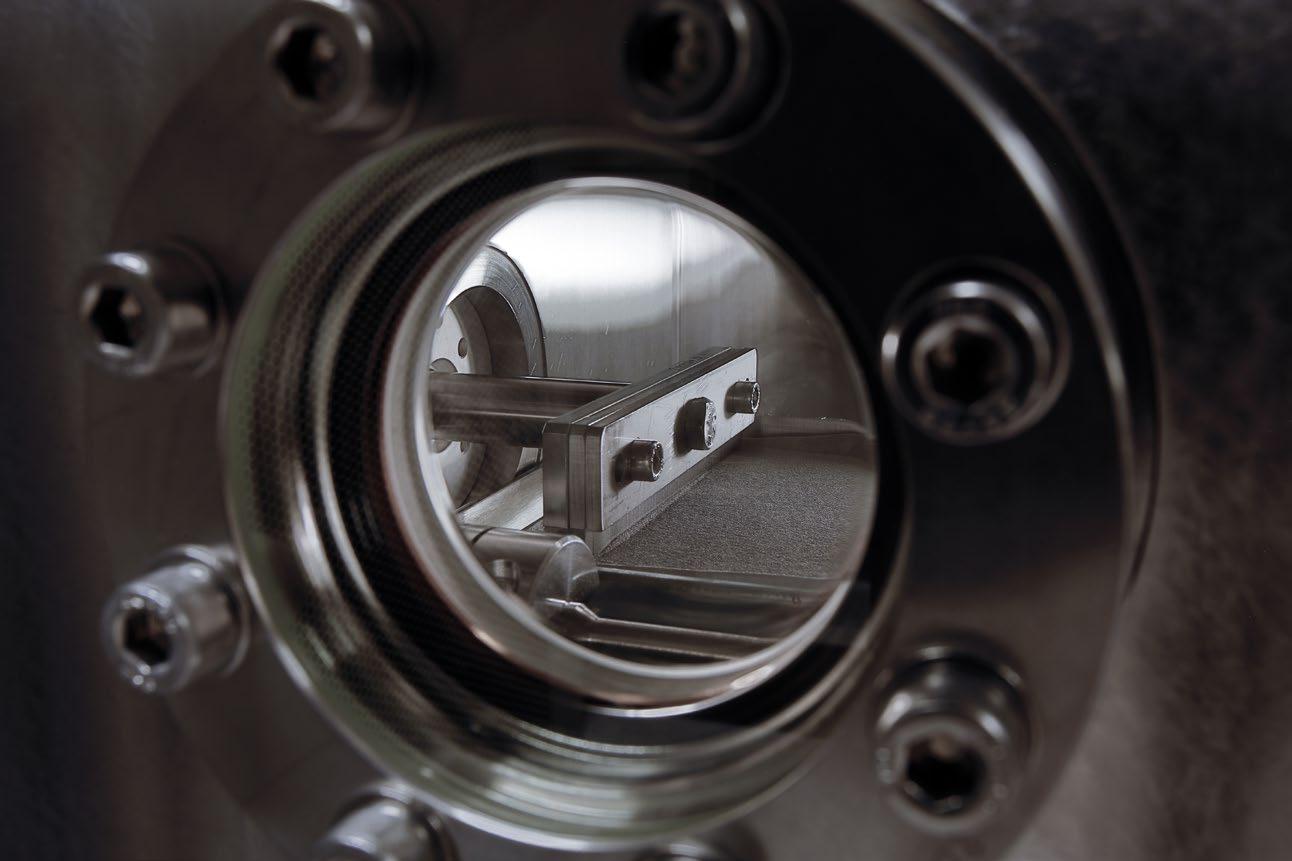
The second part of the strategy was to make it clear to customers that what they had developed on the Freemelt One could be transitioned into future commercial machines
under development by Freemelt with minimum effort and short lead times. The common family lineage in the processes of the development machines and commercial models would, according to the company, overcome one of the key hurdles inhibiting the development of PBF-EB in general.
So what has happened so far to realise the vision of upscaling the Freemelt One into a commercial system? By the time this article is published, the company will have made further details of its future system available. What is already known is that Freemelt is developing an industrial PBF-EB machine that will be called the e Melt. A pre-series version will be offered to customers for delivery in late 2023. The purpose of the pre-series system is to qualify production of parts using transferred processes developed in Freemelt ONE machines.
Little is known about the machine’s specifications at this stage, but there are indications that
Fig. 8 The Freemelt ONE, Freemelt's first AM machine, was designed for material development and has mainly served academic, government and corporate research facilities (Courtesy Freemelt AB)

Metal Additive Manufacturing | Autumn 2022 165Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
Fig. 7 A view into the build chamber of Freemelt's Freemelt ONE PBF-EB machine, showing the powder spreading process (Courtesy Freemelt AB)
PBF-EB revisited
Fig. 9 A PBF-EB machine developed by Tada, a Mitsubishi Electric Company (Courtesy Mitsubishi Electric Company)
Its first effort was the development of a 600 x 600 x 600 mm system. It soon realised that the market for such a large PBF-EB system was very small, especially in Japan, and decided to apply the knowledge gained in its development to a smaller machine with a 300 x 300 x 380 mm build volume for the broader market appeal. This machine, the EZ300, is currently available for sale in Japan, although some thought is being given to expanding its availability to other markets. The list price of the machine, depending on exchange rates, is about $800,000. The larger machine could still be made available as a viable platform, should there be demand for it.
Many of the small number of Tada machines in the market are being used for experimental purposes at this stage, the objective being to develop AM solutions for materials that cannot be produced by PBF-LB machines. That market is still in its infancy, the company says. New material development is a time-consuming and a resourcedemanding task. The company offers titanium and stainless steel 316L, and some initial efforts are underway to start supplying pure copper.
it will include a module system and turnaround station that will cut down process time considerably, unlocking a bottleneck in the workflow. This feature will enable greater utilisation of the beam system by allowing a new build to begin before an earlier build has completed its cooling down process.
Tada Electric Company
Tada is a subsidiary of Mitsubishi Electric. It also has a long history of involvement with electron beam tech nology for welding. It has more than

1,500 electron beam welding systems on the market and has a 30% market share, it says, a pedigree which enabled the company to advance its entry into the AM space. It has been active in electron beam welding for the past fifty years, primarily for the automotive industry. In addition to PBF-EB machines, the company has also developed a Directed Energy Deposition (DED) machine, which is now commercially available.
The company joined the Japanese government’s TRAFAM consortium on AM technology development in 2014.
While the technology is not mark edly different from other PBF-EB offerings, the company believes that its lengthy experience in highly demanding industries, such as the auto industry, equip it to produce a robust platform for use in AM. Layer thickness is currently 70 μ m, but the company thinks that much thinner layers are possible. This opens up the possibility of building detailed parts in larger quantities in a single build, an economically interesting proposition for an appropriate part design.
Caked powder removal is a recognised challenge for Tada, as it is for the entire segment, and it is working to find a way to lower the temperature of the build, which will lessen the strength of the caking effect. Its approach is the develop ment of a mechanical device to lower the temperature, but no further information is currently available.
Metal Additive Manufacturing | Autumn 2022166 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
“Many of the small number of Tada machines in the market are being used for experimental purposes at this stage, the objective being to develop AM solutions for materials that cannot be produced by PBF-LB machines.”
PBF-EB revisited
GE Additive’s Arcam: The leader in PBF-EB

No overview of the segment would be complete without a close look at what the industry leader in PBF-EB technology is doing. GE Additive’s Arcam division is not just any leader; it is a leader in a big way, with an atypical dominance of the segment that has few equals in any other area of AM, or, for that matter, in most other product segments. With more than 300 of its machines installed worldwide, its footprint eclipses – almost by an order of magnitude –the combined efforts of all the other competitors in the market. So how has GE Additive been spending its time over the past two years?
Although accurate, it would be taking an easy and overly simplistic cheap shot to say that the company launched no new systems in the last two years. On closer examination, a number of important efforts are being undertaken by the industry
leader to broaden the usage of the technology within the parameters of the current hardware. This shows a recognition that no significant changes in performance will spring from a new machine without concur rent developments in the materials available for processing. It recently published a white paper prepared in conjunction with the UK’s National Centre for Additive Manufacturing
in which it discusses in broad terms new applications based on new materials tailored for use in PBF-EB. The white paper states, “Today, over eighty alloys that have already been used with EBM in the academic world and in industry could be developed further for commercial applications.”
Even so, the GE Additive Arcam team estimates that productivity has increased in the range of 30%
Metal Additive Manufacturing | Autumn 2022 167Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
“GE Additive’s Arcam division is not just any leader; it is a leader in a big way, with an atypical dominance of the segment that has few equals in any other area of AM, or, for that matter, in most other product segments.”
Fig. 10 A GE Additive Arcam PBF-EB machine in operation at the Arcam EBM Center of Excellence (Courtesy GE Addi tive)
PBF-EB revisited
Fig. 11 GE Additive Arcam's powder removal system, the PRS30, depicted as part of the GE Additive's theoretical auto mated powder system with build box exchange (Courtesy GE Additive)

The GE Additive Arcam team points out that a successful application does not have to be a highly sophisticated part from an advanced industry. A simpler part where geometry could provide valuable advantages, such as energy savings, could well justify the expense of making a part by AM. As the leader in the PBF-EB space, GE Additive’s recent white paper could be seen as a call to action not just for the company itself, but for the entire PBF-EB ecosystem.
About speed and cost
over what was on offer two years ago, and, while the model numbers of the machines have not changed, the team unofficially shared that its current Spectra machines, the flag ships of the product line, could now be considered ‘Spectra version 1.2’ compared to version 1.0 at launch.
GE Additive also speaks very clearly about the need for industri alisation of the technology. By this, it means that PBF-EB OEMs must strive for robust systems that offer indus trial levels of reliability. While the need for stable and reliable machines might be an obvious strategy for all manufacturers, industrialisation is a
mindset at GE Additive, and is based on the realisation that the success of PBF-EB lies in serial production, where repeatability is the difference between viable and non-viable AM applications.
A more tangible expres sion of the need for greater industrialisation is the PRS30, a powder recovery system for semiautomated removal of the powder cake launched by GE Additive in 2021. The company is also working hard to improve the conditions for caked powder removal through optimised electron scanning and process improvements.
The overall competitiveness of PBF-EB technologies is, of course, closely related to the throughput of the machines. The relevant parameter is total manufacturing cost (including post-processing) and not just the actual build time which would be derived from efficiencies in the electron scanning and powder recoating process. PBF-EB machine makers are understandably careful to avoid declaring a machine speed for a full-height build. At best, they will provide a high and low range, which does not reveal much – other than the best-case figure being many long hours.
Metal Additive Manufacturing | Autumn 2022168 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
“While the need for stable and reliable machines might be an obvious strategy for all manufacturers, industrialisation is a mindset at GE Additive, and is based on the realisation that the success of PBF-EB lies in serial production, where repeatability is the difference between viable and non-viable AM applications.”
PBF-EB revisited
The oldest truism in AM is to say that machine performance is ‘part-dependent,’ and PBF-EB is no different. This is especially true when one considers post-processing time. All but one of the suppliers produce a cake that requires removal using a powder recovery system, which could be manual or partially automated. Two companies, GE Additive and JEOL, offer powder recovery systems that provide some level of automa tion. Even so, removal of the cake from hard-to-access cavities and channels still needs to be performed manually. Parts with more internal channels will take longer to clean. The material being used can also affect the post-processing time. Copper will be quicker than titanium, for example. 'Design for postprocessing' could reduce the time to remove the cake by avoiding angles that complicate the process.
GE Additive published a white paper, mentioned in our original article, that showed the cost advan tages of PBF-EB over PBF-LB. The basis was ‘cost per part,’ meaning that the design and size of the part being produced greatly affected the cost. A build containing many small parts would offer a vastly different cost profile than a build containing a few larger parts, emphasising again the part-design dependency of the costing. Among the process drivers of the cost advantage, the study revealed several factors: easier build preparation and part nesting, if no support structures were required; reduced need for heat treatment; and less complicated support removal.
That being said, machine throughput could still be a game changer. With the introduction of multi-laser PBF-LB machines, the question frequently asked is whether these new machines, containing up to twelve lasers, may have tilted the balance in favour of PBF-LB. The short answer is that, as of now, there is no evidence published that would definitively show that a twelve laser PBF-LB machine’s increased throughput would be enough to eclipse the benefits of PBF-EB based on the factors described above. As
expected, PBF-EB machine suppliers point to the high cost of the new generation of muti-laser systems, not to mention the complexity of ensuring calibration and alignment of the lasers to ensure seamless parts. In time, more data will become available. One thing will still be true, though. Part design and the application being manufactured will play a big role in determining which technology makes most sense.
Also of note are new laser-based technologies that have been announced but which are not yet commercially launched. Seurat’s Area Printing technology is one. Vulcan Forms has announced a laser-based process that it claims is many times more productive than current PBF-LB systems. Even if the promise of these new technologies is realised, PBF-EB will still have advantages in its ability to manufacture parts made of materials less suited to lasers, or completely allergic to them.
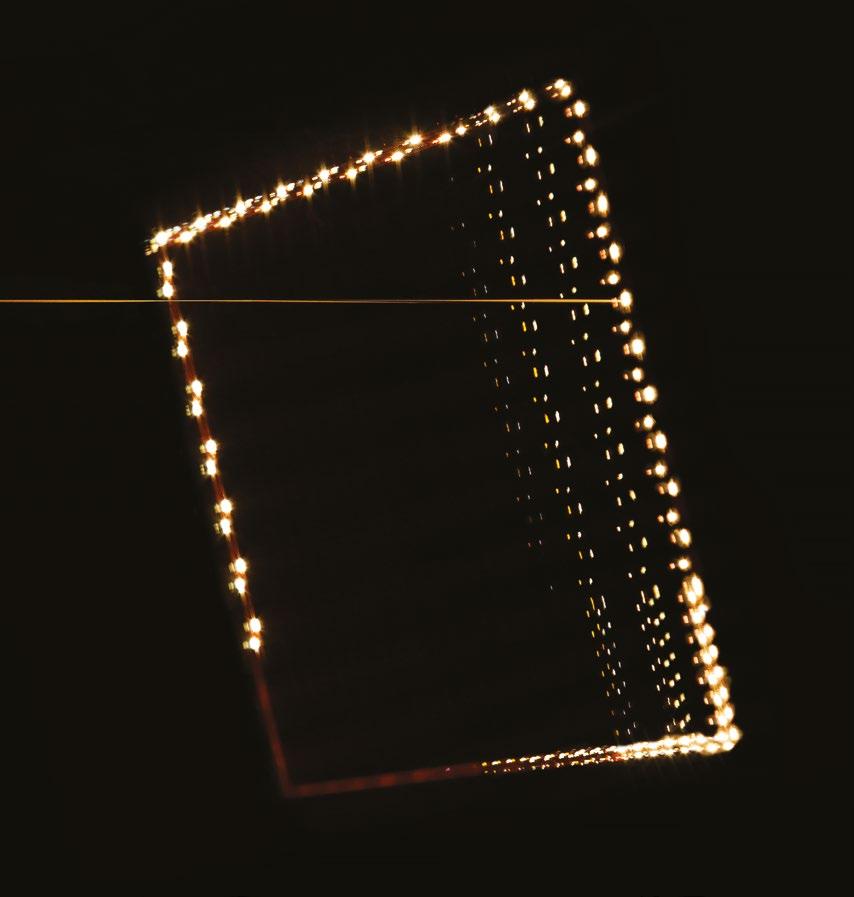
What does this all mean?
Two years on, what can we say about the state of PBF-EB? We cannot say that there has been an explosion of commercial adoption of new technologies or applications, new machines, or even significant commercial success of new players in this space. Perhaps a reasonable expectation two years ago was that the companies standing on the side looking in would have made more progress by now. We usually measure success with quantifiable metrics such as machine sales; that is an easy method of measurement, but falls short of measuring less tangible aspects of industry growth and development.
Putting GE Additive Arcam aside for a moment, a rough estimate of the aggregate sales of all of the other PBF-EB suppliers over the past two years, for which exact machine sales are not published, would perhaps get
Metal Additive Manufacturing | Autumn 2022 169Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
Fig. 12 A view of the PBF-EB process in a GE Additive Arcam machine (Cour tesy GE Additive)
PBF-EB revisited
us to between forty and fifty systems.
We could ascribe this relatively slow rate of growth to the pandemic, but evidence would suggest that other factors may be the dominant ones at play here.
What we can say is that the number of suppliers of the tech nology has grown. New money has flowed into the space, suggesting that investors or companies have a positive view of PBF-EB’s potential.
While investors are not always right, investments are not usually made without a positive opinion from the industry professionals that investors
typically rely upon while doing their diligence. In some ways, investments can be seen as a high-stakes opinion poll.
We can also see that companies with long electron beam experience are applying deep knowledge to this area. This has two ramifications: first, that basic knowledge of the core technologies will play a part in assuring that the development trajectory will be fed by real industry experience, especially on subjects that often escape attention in other AM technologies, such as robust system engineering, an industrial
view, and quality; second, that a number of the companies entering this space do not rely on PBF-EB machine sales for their survival, meaning that they have the privilege to take a long view and make educated decisions on what is needed to produce long-term success for these products.
On the technical level, the most encouraging trend is the recognition that materials will open up new applications. Since material develop ment is a long-term endeavour, the willingness of machine manufac turers to open up their machines to new materials and build parameters is proof that the future of PBF-EB is promising, and progressing, even if this journey will not be completed in a day.
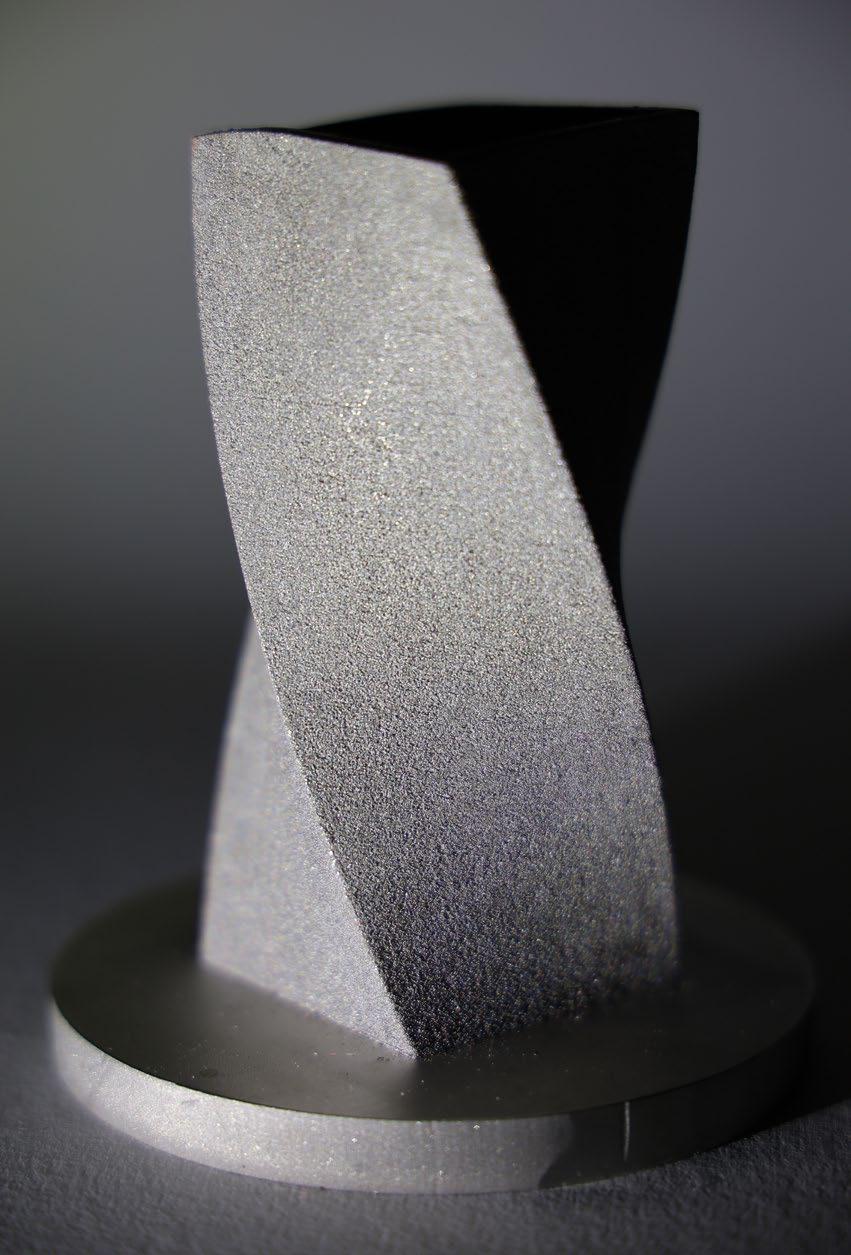
There are two sides to a competitive analysis of PBF-EB. Inward-facing competitive analysis reveals a healthy ecosystem of players in PBF-EB, who are supplying creative and competitive energies and generating a critical mass of interest, as we have seen in this article. There is enough competitive tension, by most measures, but at the same time not too much of it. A degree of healthy competition is sufficient to create a mutually reinforcing confidence in the future, and is critical when developing new and relatively untested technologies. Outward-facing competitive analysis assesses how the technology is faring relative to its alternatives. It is difficult to predict exactly what new metal AM technologies might be around the corner; in this article, we have mentioned two that have just moved into view after development in labs and research centres outside of the limelight. There may be others in the works beneath the surface.
No matter, because physics comes to the rescue. The unique physicsdriven advantages of electron beam will ensure that some materials, and the applications based on them, can only be produced by PBF-EB. Reflective aluminium alloys and pure copper are examples of this, as are crack-prone materials. The high-temperature vacuum build envi
Metal Additive Manufacturing | Autumn 2022170 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Fig. 13 A demonstrator part built in stainless steel on the Freemelt ONE PBF-EB machine (Courtesy Freemelt AB)
PBF-EB revisited
ronment, and the deep penetration of the beam, lie at the centre of PBF-EB, and the advantages that they produce are not going anywhere soon. Both inbound and outbound competitive outlooks are promising.
Then there is the industrialisation vector. We are seeing the start of solutions that address productivity beyond the parameters of the build process itself. These solutions, such as the multiple build box and transfer/exchange solutions mentioned in this article, take effort and resources to develop, and might add to the price for consumers, but, in the long run, the success of manufacturing applications will be correlated to overall process productivity. The higher capital cost of equipment is not significant when it delivers greater productivity, resulting in an increase in economi cally attractive applications. Spread over the lifetime of the equipment, a higher capital cost is negligible when juxtaposed with the benefits that could accrue from an application that might not otherwise have seen the light of day.
The careful conclusion that we can draw from this overview is that progress in PBF-EB is measured but real, though there is much left to be done. The technology and its industrialisation are on track, but the game is long. When the next periodic assessment is made, expect to see progress again.
Author
Joseph Kowen is an industry analyst and consultant who has been involved in rapid prototyping and Additive Manufacturing since 1999. He is an Associate Consultant at Wohlers Associates, part of ASTM International's AM Center of Excel lence.
Tel: +972 54 531 1547 www.linkedin.com/in/joseph-kowena5129b3/
PBF-EB activity in China: Tianjin Qingyan Zhishu Technology Co., Ltd. (Qbeam) and Xi’an Sailong Metal Materials Co., Ltd. (Sailong)
Two companies, covered in our last overview, are active in the PBF-EB space in China. Tianjin Qingyan Zhishu Technology Co., Ltd. (Qbeam) is a Chinese company based in Tianjin, which in the past offered three machines in two build volumes. The development team comes out of Tsinghua University. The company has not been very active outside of China, a fact exacerbated by the pandemic in recent years.
Reports in the Chinese media indicate that, in August 2022, the company launched a new system called the G350, which is appar ently equipped with the industry’s first double electron gun. It is not known if the company continues to sell its earlier systems. Information on the G350 has not been verified officially by the company.
Xi’an Sailong Metal Materials Co., Ltd. (Sailong) offers two systems, one for aerospace and one for medical applications. There does not appear to have been any change in the machine specifica tions since we last reported on the company, and it does not appear
to be active in selling machines out of China. In 2022, the company announced the start of an inter national AM parts service which includes parts made on its PBF-EB machines.
With the pandemic making the promotion and sale of new systems outside of China more difficult, the Chinese PBF-EB industry is instead devoting efforts to the development of standards for its machines. In June 2022, China’s National Stand ardization Technical Committee for Special Machining Machine Tools (SAC/TC161) organised a national standards project seminar on ‘General Technical Conditions for Electron Beam Selective Melting Additive Manufacturing Machine Tools’ in Tianjin.
According to industry reports, the event was attended by repre sentatives of twenty companies and research bodies. The chairman of the committee stated that standards were needed on the one hand due to the complexity of PBF-EB machines, and on the other hand due to the high potential of the technology.
Fig. 14 Tianjin Qingyan Zhishu Technology Co., Ltd. (Qbeam) launched a new machine called the G350 in 2022

Fig. 15 Xi’an Sailong Metal Mate rials Co., Ltd. (Sailong) offers two machines, one for aerospace and one for medical applications
Metal Additive Manufacturing | Autumn 2022 171Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
PBF-EB revisited








































The leading event for additive manufacturing in France 3D PRINT Congress & Exhibition is the launch event for the latest innovations and technologies in additive manufacturing of all materials. 200 exhibitors 45 conferences & workshops 80 international speakers 1 start-up contest + 50 live demos on booths Création graphique : ...bigbang.frCe document est édité par www.3dprint-exhibition-paris.com GET YOUR FREE BADGE NOW
Improving carbon capture efficiency through Additive Manufacturing in the race for a liveable climate
An important technology in the fight against climate change is carbon capture, able to separate CO 2 from the air and convert it into useful products. To ensure that they do not add to the problem they are designed to address, carbon capture systems must operate at extreme efficiency, and require a complex system of heat exchangers, condensers, gas separators, and compressors, ideally suited to metal Additive Manufacturing. Scott Green and Dakota Black, 3D Systems, Matthew Atwood, AirCapture LLC, and Christopher L Douglas, University of Oxford, demonstrate how carbon capture efficiency can be improved through AM.
The importance of combatting climate change is accelerating.
The Paris Agreement 2050 has highlighted the need for steep emis sions cuts within the decade to keep global warming to no more than 1.5°C and safeguard a liveable climate, as outlined in the UN Netzero Coalition. To accomplish this, heavy industrial manufacturers are quickly setting up operations with large investments, and tech startups are creating novel solutions. Despite this, however, global targets are not being met.
Carbon-negative infrastructure is required to solve the problem. The most efficient, effective, and scalable method to help lower CO 2 emissions is the use of Direct Air Capture (DAC). Direct Air Capture is a technology that enables the sepa ration of CO 2 from air to create the products the economy needs such as agricultural products, building mate rials, fuels, plastics, and chemicals. DAC also enables sequestration, the ability to store CO 2 for constructive purposes, turning it from a threat to an opportunity (Fig. 1).
At the heart of carbon capture are some relatively simple chemical reactions. Any carbon capture and reclamation system must operate at extreme efficiency to ensure it is not adding to the problem by consuming carbonheavy fuels or emitting further
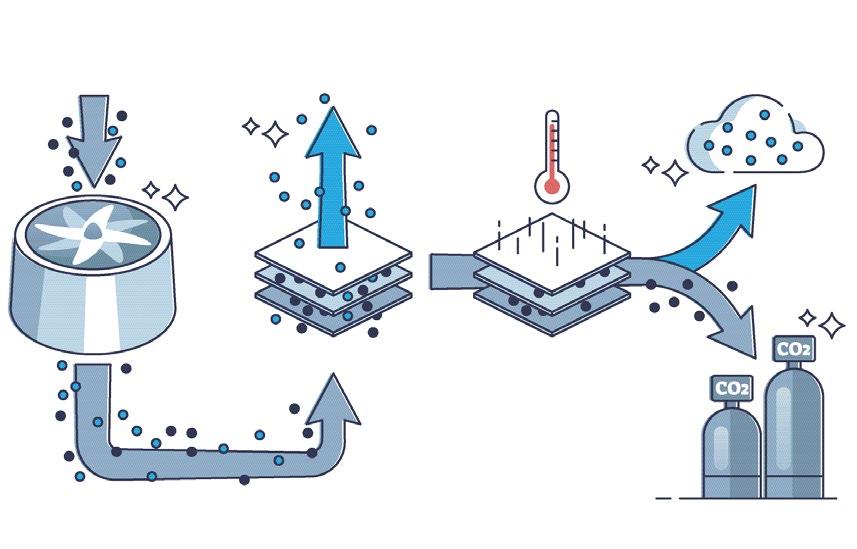
carbon into the atmosphere– in other words, we must capture as much carbon as possible while using significantly less carbon than we are capturing to produce the reaction. Ideally, the goal is zero carbon input for unlimited carbon reclaimed as output.
Fan draws in the air Released CO2-free air
Filtering Filter is heated to release the captured CO2
Released CO2-free air
Metal Additive Manufacturing | Autumn 2022 173Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFAM for carbon capture
Fig. 1 An overview of the Carbon Capture process
Stored CO2
Fig.
The benefits of AM
Removing carbon from the atmos phere requires a system of filters, heat exchangers, condensers, gas separators, and compressors. Many of these complex parts require geometries that are well suited to Additive Manufacturing, which is more efficient and potentially more cost-effective than traditional fabrication methods, and delivers substantive performance and economic benefits in DAC equipment. These include:
Design optimisation for energy efficiency
When we direct the design optimisation capability of Additive Manufacturing toward these carbon capture and utilisation systems, we have the potential to dramatically boost performance and efficiency, approaching lossless energy.
Design freedom
Additive Manufacturing enables freedom of design to express the novel architecture required to efficiently capture and process carbon from the atmosphere and do something useful with it.
Performance
Capable of production with a range of alloys that are high temperature and corrosion-resistant while possessing high thermal conductivity.
Scalability
Rapidly available via scalable manufacturing to support the massive need in the field for equipment.
Streamlining of the supply chain
Part consolidation and monolithic design enable quality and streamlining of the supply chain. We cannot overlook the carbon footprint
of using multiple suppliers across the country to produce a single assembly.
The application of AM in carbon capture solutions
Additive Manufacturing satisfies all of the requirements for the produc tion of such reactors and can enable applications that address a variety of needs for carbon capture:
Mechanical filters
A critical component of carbon capture is ‘catching’ the carbon with a structured mechanical filter, typically coated with an amine that attracts carbon. Air is drawn into the system through the first (i.e., direct air contact) stage. Direct air contact filter efficiency can be optimised by filter structures that allow for maximum contact between incoming air and the filter surface. AM enables the function-first design of such filters which can induce high levels of turbulence and mixing as well as high surface area for maximum air contact.
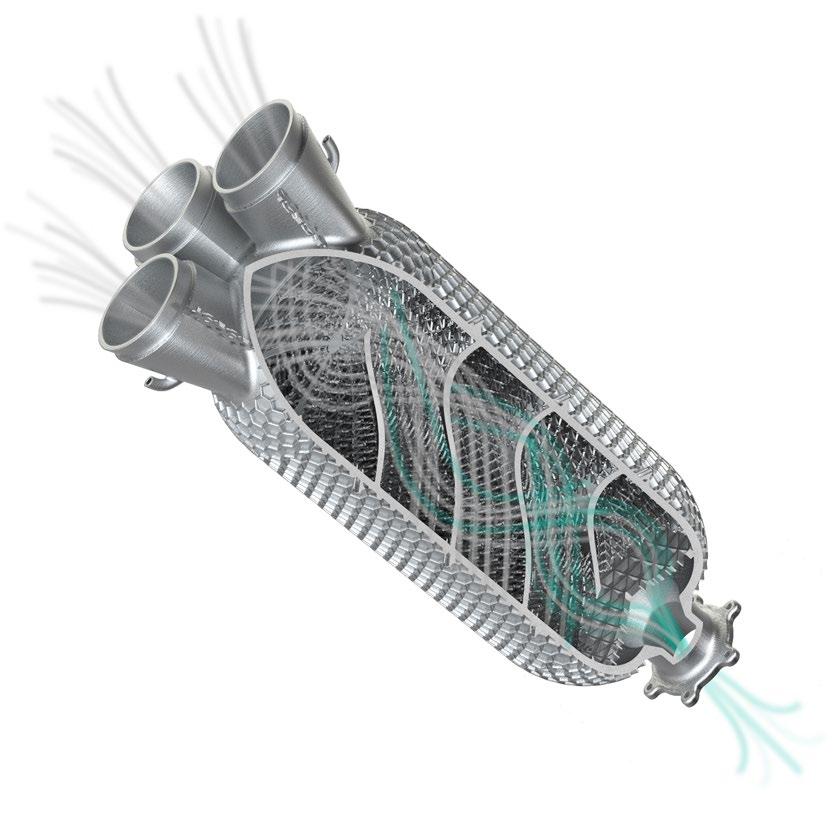
Microturbine equipment
Microturbine equipment is an emerging technology in various industries, including power genera tion. They present an opportunity to provide high-pressure, high-effi ciency gas and fluid conveyance, in a small form factor, with a minimal energy/carbon footprint. Efficiency in carbon capture is much like power generation in general: a function of yield over energy input.
Heat exchangers
Heat waste is a common problem in carbon capture. Carbon captured in the direct air contact stage must be evacuated from mechanical filters into downstream refinement stages. In many embodiments of the tech nology, this is done via pressurised steam liberating the carbon from the filter. Heat exchangers can be applied to eliminate surplus heat from the steam generation process and – more commonly – down
Metal Additive Manufacturing | Autumn 2022174 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |AM for carbon capture
2 Direct air contactor adsorbing carbon and emitting carbon-free gas
stream, reducing the temperature of the carbon-rich steam which exits the filter stage (Fig. 3).
Diffuser plates
These are commonly applied in chemical processing to take some volume of gas or fluid and collimate it. Fluid diffusion works similarly to the concept of light collima tion which takes a light source and organises the energy so that light is emitted diffusely with parallel beam paths. Diffusor plates are very similar to a garden hose spray nozzle which takes a chaotic fluid flow and produces a structured and even flow. Liquid diffuser plates are important components of process stacks to ensure uniform flow and treatment of carbon-rich fluid as it moves through the process.
Manifolds (liquid, gas, and vapour)
Carbon capture is a chemical process which involves fluid and gas combined with chemistry, temperature, and pressure. Manifold applications in carbon capture are numerous ranging from chemistry conveyance into process chambers, to efficient distribution of coolant to active cooling components such as heat exchangers, as well as general gas distribution applications.
Chillers and distillers - the focus of this article
The carbon-rich product which exits the filter stage can be considered ‘dirty’ and in need of further refine ment to be usable. This dirty carbon post-processing can be accom plished outside of a self-contained system, but it implies even more carbon will be produced in the logis tics of collecting and transporting dirty carbon product to secondary post-processing facilities. The most valuable and promising carbon capture systems have some level of integrated dirty carbon product post-processing using chillers and distillers (Fig. 4) such that the output of a carbon capture system consists of clean usable carbon product, and safe water-based by-product.
Fig. 3 Heat exchanger implemented to waste excessive process heat, designed using Oqton’s 3DXpert
Fig. 4 Carbon product distiller module

Design of a highperformance refinement process column
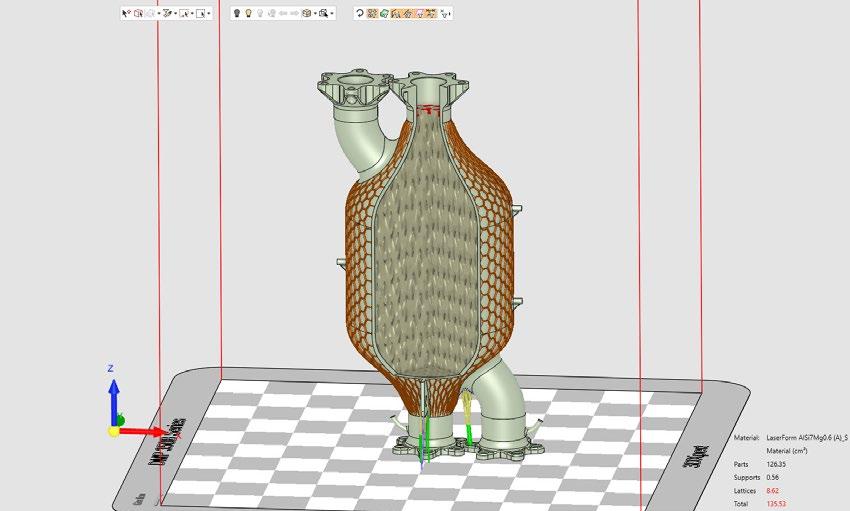
Our goal is to create a process module that takes warm/hot steam full of carbon product as input, and produces refined, concentrated carbon product. To accomplish this, we want to be able to chill the gas to create a condensate and provide ample surface area for condensate to collect and create precipitate. Additionally, it’s desirable to have monolithic parts that require little
to no assembly and a limited supply chain.
Conceptually, the designer can break this solution down into three components that can be considered independently and combined into a final concept:
1. Process chamber design: The process chamber provides an airtight structure to contain the components of a chemical process or reaction. There may be thermal, pressure, flow, and instrumenta tion requirements applied to it
Metal Additive Manufacturing | Autumn 2022 175Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFAM for carbon capture
2. Chiller design:
The chiller needs to provide temperature control to rapidly cool hot gas
3. Structured packing:
The structured packing should provide a high surface area that will thermally couple to the chilling mechanism as a super structured packing (SSP). SSP should provide surface area for condensate to form
Process chamber design
Process chambers – and process stacks in general – are implemented in many industries, from petro leum refineries to paint factories.
A process chamber’s purpose is to
single monolithic process unit that accomplishes the same task, but is industrially deployable.
Shape, size, and aspect ratio
Process chambers are typically long pill-shaped cylinders, but not exclusively. The dimensions and aspect ratio of the process chamber are discoverable through numerical methods. For the purpose of this article, we cannot disclose the actual aspect ratios and details, but we can indicate that there is a relatively high diameter:height ratio in the process chamber.
Due to the high aspect ratio for the specific efficiency targets, we designed the chiller modules to be additively manufactured at nearly the full height of our 3D Systems DMP Factory 350’s build chamber, approxi mately 400 mm, then combined in a stack. However, for smaller scale non-industrial, more commercial systems it is entirely possible to additively manufacture a complete process module in one piece, with one build.
create a controlled environment for a chemical reaction to occur where temperature and pressure must be maintained.
If you remember your high school chemistry, you will recall the concept of standard temperature and pres sure or STP. STP is simply a set of constant values which can be used to calculate a chemical reaction product. For a DAC system, there is a different set of temperature and pressure constants (non-STP) that must be maintained in order to facilitate the desired chemical reac tion. The process chamber ensures a steady state operating environment and contains the reactive components of the process. Imagine turning a benchtop chemistry set-up into a
For industrial, high-output stacks, using a modular approach affords you some advantages, allowing you to change the parameters of the module and have different packing and cooling densities per module (if required). Process modules are then joined with a simple spacer flange, which also allows for instrumentation and injection ports at various heights.
Material and wall thickness 316L stainless steel is one accept able choice for process chamber material. Its thermal conductivity is in the acceptable range to be used in the chiller and condenser sections. Therefore, we chose this steel alloy for our Laser Beam Powder Bed Fusion (PBF-LB) process.
In the case of our refinement process column, which requires chilling (covered in the following section), we selected a dual-walled vacuum process chamber in order to provide a thermal barrier and insula tion (Fig. 5). Additive Manufacturing allows for the creation of a vacuum insulation cavity. This space will need
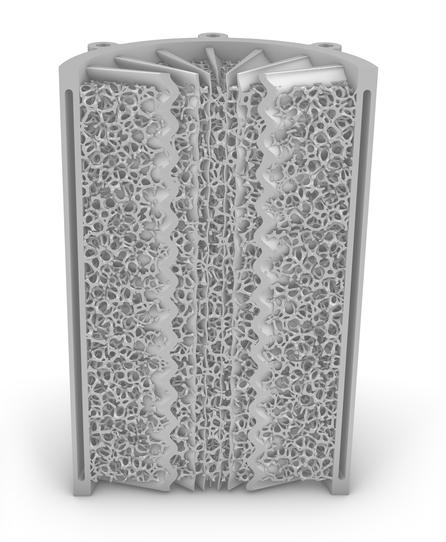
Metal Additive Manufacturing | Autumn 2022176 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Fig. 5 Vacuum insulation chamber inside the process chamber shell
AM for carbon capture
to be depowdered after manufacture, and possibly chemically cleaned, before vacuum pressure is drawn into the cavity and the cavity sealed to contain the vacuum.
Additionally, some process cham bers require significant pressure (as high as 1450 psi) and temperature to sustain a chemical reaction. ASME B31.1 & ASME B31.3 standards indi cate that for 316L stainless steel process chambers of approximately 100–125 mm in diameter, the wall thickness should be approximately 3 mm to contain 1160–1450 psi of pressure.
Chiller design
In designing a columnar chiller, there are many strategies one can use to cool the process components. In the case of the refinement chamber for DAC, one requirement is to have very even, controlled XY planar cooling – ideally progressively colder temperatures travelling from the bottom to the top of the chiller.
Considering this, an immediate comparison can be drawn with other well-known cooling applications which provide even planar cooling.
An abstraction can be made from the design concepts employed in cold plates in general including semi conductor capital equipment wafer tables. In a previous Metal AM article (Vol. 7, No. 2, Summer 2021, p. 123), we detailed strategies for designing efficient cold plate designs which deliver extremely low cooling gradi ents across a planar surface. If one was to extrude a cold plate cooling strategy in the Z direction, theoreti cally one could provide an acceptable cooling gradient across any XY plane. This would be a good starting assumption, but in implementa tion, it’s not so straightforward. A columnar cooler must provide
a geometry which will encourage mixing/turbulence at the cooling surface; a lengthier and more complex path for coolant to ensure loitering of the coolant to resist gravitational forces; inlet and outlet strategies to counter the natural tendency for heat to rise and cold to sink; in the case of the chiller, the opposite needs to occur; and some space for additional functionality (i.e., condensation) beyond just chilling. Fig. 6 shows three possible strategies for the design of the chiller:
1. Extruded 2D cooling: While this possesses a signifi cant cooling area, it is not
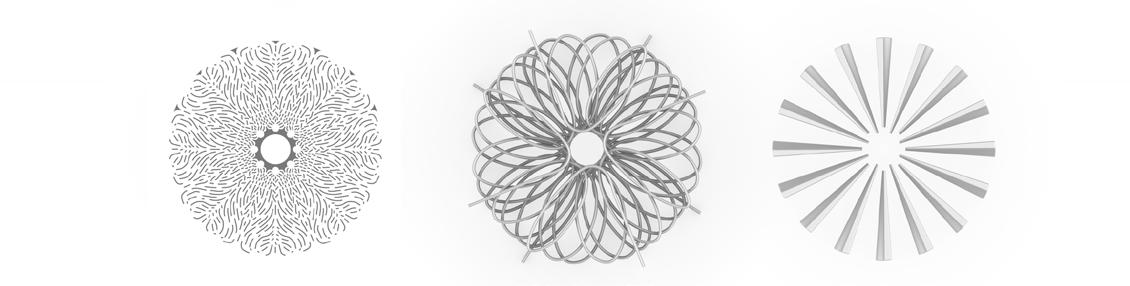
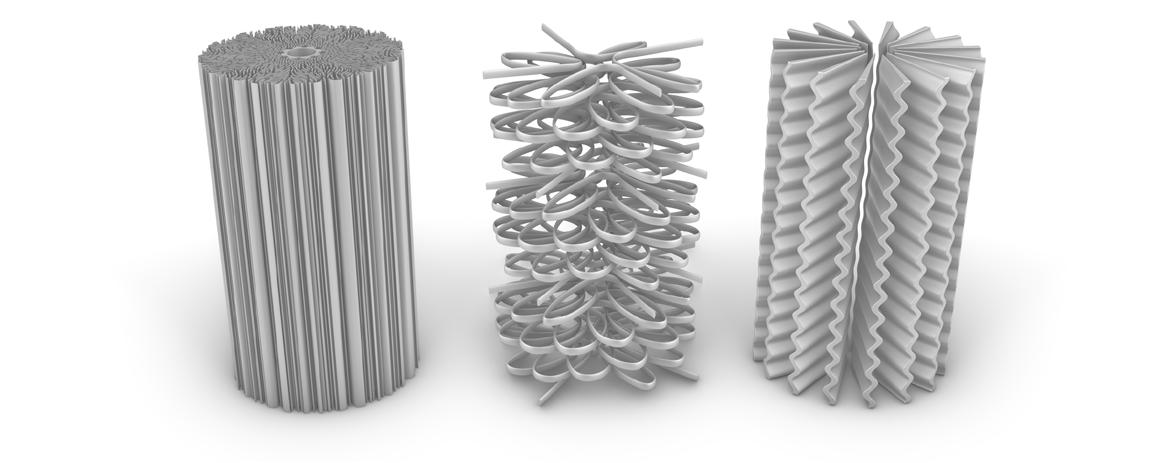
Metal Additive Manufacturing | Autumn 2022 177Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
“
In designing a columnar chiller, there are many strategies one can use to cool the process components. In the case of the refinement chamber for DAC, one requirement is to have very even, controlled XY planar cooling...”
Fig. 6 Left, extruded 2D cooling strategy; centre, spiral cooling line strategy; right, hollow periodic fin array
AM for carbon capture
enough space for any condensate formation; this design is intended for cooling only in planar space
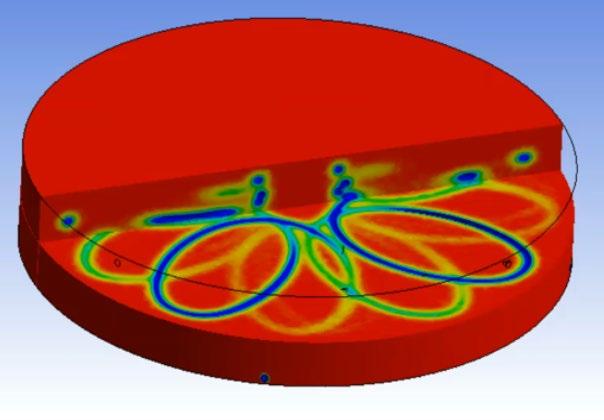
2. Spiral cooling line: This strategy has less cooling area and more condensate space. In general, this enables less efficient cooling because it has very high-temperature variation across the XY plane. Addition ally, the longer cooling line paths
become very difficult to effec tively clean
3. Hollow periodic fin array:
This enables highly efficient cooling due to its hollow fin geometry and offers plenty of room for structured packing for condensate. Fig. 7 shows transient analysis of the cooling performance of spiral line and hollow periodic fin radial arrays
Benefits of the hollow periodic fin radial array
As we have shown, the hollow peri odic fin radial array satisfies the intended requirement of extremely low or no cooling gradient across the XY plane, as well as a significant magnitude of cooling, providing a chilling effect. There are several key aspects to the design of the periodic fin array:
Constant cooling volume
When taking any lateral cross-section up and down the Z axis, you should get nearly the same total cooling volume. This ensures that no matter what the cooling capacity of the structure is, it will be even planar cooling capacity.
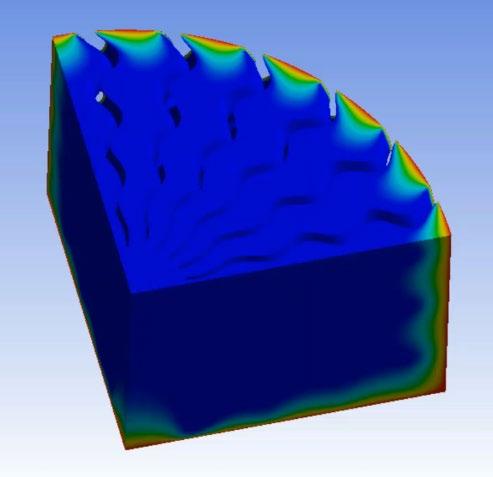
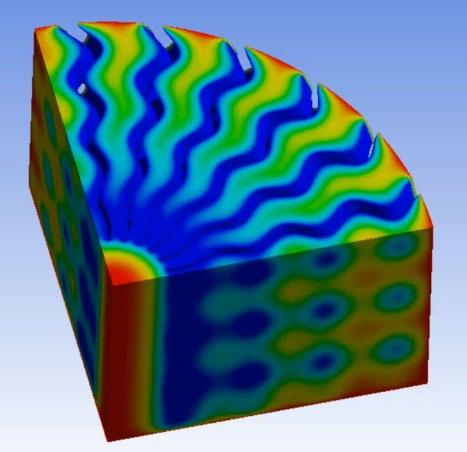
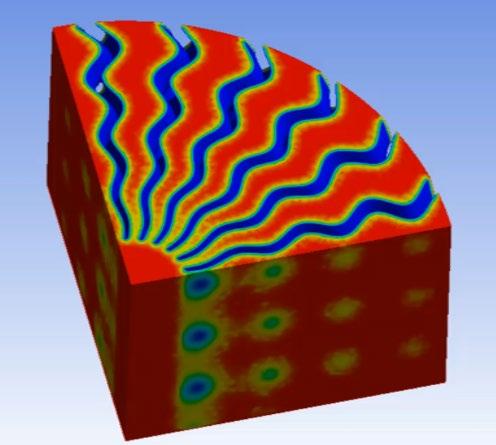
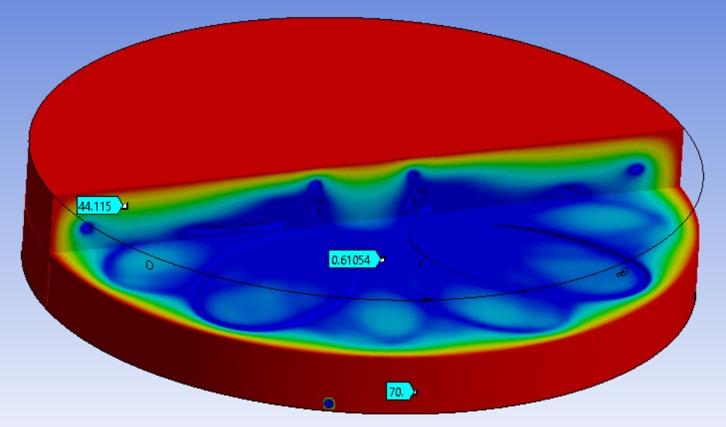
Hollow core
This is less of an intentional design feature, but rather a manufactur ability and functional compromise which provides acceptable behav iour. If all cooling fins converge in the centre, then you can imagine
Metal Additive Manufacturing | Autumn 2022178 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Fig. 7 Transient analysis of cooling performance for spiral line and hollow periodic fin radial array
“As we have shown, the hollow periodic fin radial array satisfies the intended requirement of extremely low or no cooling gradient across the XY plane, as well as a significant magnitude of cooling, providing a chilling effect.”
AM for carbon capture
they become infinitely thin at the centre. Because of this, we need to cut back the fins so that the fin thickness along the axis is additively manufacturable. This compromise is acceptable because the radiative cooling effect of the axial faces of the fin directs cooling towards the centre and provides even and constant cooling in the axial core.
Period fins
A non-periodic hollow fin would provide a very direct path to ground due to gravity. This could be accept able but, in our case, we want the coolant to loiter and mix in the fins to provide significant cooling. A periodic fin also provides radiative cooling in many vectors, spreading the volumetric cooling potential for any cooling surface area unit over a greater space (Fig. 8). When combining many periodic fins in a radial array, the volumetric cooling potential zones are overlapping. Periodic fins also provide a more tortuous open area for condensing lattice. In this case, we want the gas passing through the inter fin lattice to loiter and mix in pockets to encourage condensate to form.
Structured packing
In CCAP, structured packing is a common concept and need. As previ ously stated, the function of direct air capture systems is to capture ambient air or flue gas and force it through a series of process chambers where a series of chemical reac tions occur and concentrated carbon is a product. Through this process, input gas needs to come in contact with surfaces or other materials and gases for reactions to occur (hence the term ‘direct air contact’).
In the case of a refinement process module, there are several requirements some of which may be quite familiar to the reader, and very similar to AM active cooling applications. Cumulatively, these requirements are to ensure the lowest possible energy input, lowest possible carbon footprint, and highest
possible carbon output, cumulatively contributing to a significantly net negative carbon reaction.
The requirements include a lowpressure drop across the volume (it’s ideal for the minimum amount of energy to be applied to force air into the process chamber; pressure drop increases back pressure, requiring even more input to force air into the system), high surface area (the gas needs to contact as much area of the chilled axis as possible) and control over packing density across the Z direction.
There are some traditionally manufactured options for structured packing including corrugated sheet metal, and advanced metal foams and these could be acceptable if the requirements for the surface area are quite low, and the required geometry is very prismatic and regular. Where traditionally structured packing falls short is in cases in which perfor mance is critical, significant surface area is required, variable density is required, and conformal struc tured packing (i.e., super structured packing) is needed. It’s possible to purchase off-the-shelf structured packing in a range of packing densi ties, but the lead time on assembled packing and structural integrity become a risk.
Alternatively, it's simple to additively manufacture structured packing in any density and even as a consolidated monolithic part combined with other functional elements. This can be referred to
as super structured packing. Super structured packing comes with almost static cost, no matter how you change the structure or what space it fills. Corrugated sheet metal products have limitations in packing density and available surface area.
Traditionally manufactured metal foams come in various configu rations of packing density and gradient density, and are machin able, but the extent of machinability is constrained by a cost function. The more complex the machining required the higher the cost of the end foam product.
If machining of the foam is an option, final integration into an assembly adds lead time and complexity, and makes the option not as attractive as additively manu factured structured packing which can be integrated into monolithic components. However, tradition ally manufactured foam is a highly efficient structure with an attractive cost of goods
3D Systems conducted significant studies on the comparability of addi tively manufactured packing with other methods, including the thermal conductivity and pressure drops associated with packaging. These efforts were done in conjunction with technology partner ERG Aerospace. Even though this is a study on an additively manufactured process chamber, we do have to concede that traditionally manufactured foam is a viable option for many cases of more discrete and prismatic use cases.
Metal Additive Manufacturing | Autumn 2022 179Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
Fig. 8 Radiative cooling at the core, radiative cooling along axis
AM for carbon capture
Packing geometry selection
An extensive study was performed on a range of structures and densi ties to find an ideal balance of surface area and turbulence while keeping the density at a reasonable level to not induce back pressure. Oqton’s 3DXpert software was used to generate structural options. With 3DXpert’s latticing kernel and the newly available visual scripting tool, we were able to create a recy clable scripted routine that could sweep through lattice parameters and rapidly generate samples for us to additively manufacture (Fig. 9).
In previous exercises, weeks were invested across several soft ware packages to generate lattice options. With visual scripting, we could generate dozens of additively manufacturable samples auto matically within one hour. We could have taken this even further and automatically configured a build tray, simulated, and sliced to addi tively manufacture – all without the need for user intervention. The full suite of additively manufactured test cases for structured packing is shown in Figs. 10 and 11.
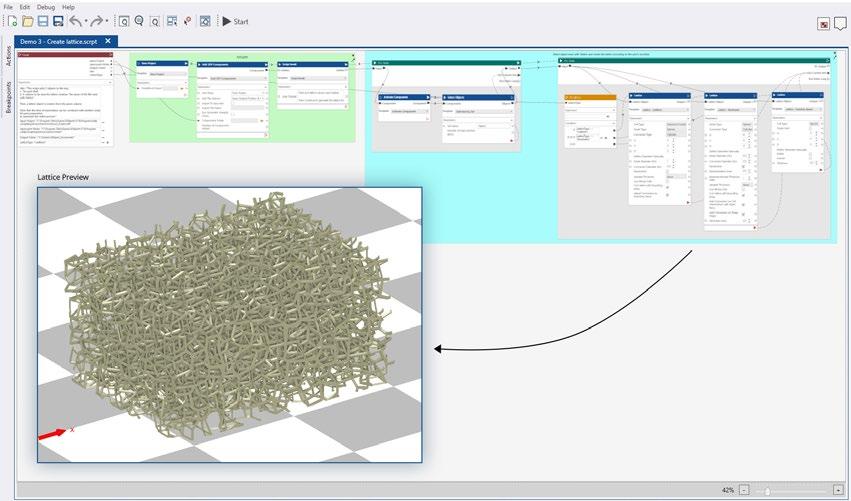
In this study, we found that the gyroid shape is often a popular instinctual choice for packing and cooling and lattice applications. The challenge is that gyroid does not provide optimal surface area for highly efficient absorption, and adsorption, to catalysis. It looks nice, but is not very functional for our purposes.
A standard beam and strut lattice arranged in XYZ direc tions, aka a simple rectilinear lattice, provides higher surface area and better flow-through pres sure characteristics. However, at higher pressures and air speeds, laminar flow develops and mixing is minimal. This translates to increased efficiency in air contact, but the potential loss of contact as air can pass directly through the open areas without coming into contact with structured packing at all, or having limited contact which reduces the time for a reaction to occur.
Metal Additive Manufacturing | Autumn 2022180 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Fig. 9 Visual scripting allows for rapid iteration on complex parametrised designs
Fig.
10
Full suite of test cases for structured packing
AM for carbon capture
Using a randomised additively manufactured foam, such as a voronoi, or stochastic, foam tends to provide the most ideal results. It’s an ideal combination of high surface area, acceptable pressure drop, and randomised structures, which contribute to mixing and turbulence. We also further found that volume densities of struc tured packing above ~18% density started to negatively impact flow through, and increase back pressure
Net results
When comparing additively manu factured foam (Fig. 12) to the off-the-shelf options (Fig. 13) to there are some clear advantages and disadvantages:
Corrugated sheet metal
• Pro: Standardised stack shapes can be relatively cost effective
• Con: Limited surface area over other options, not shapeable or formable
Billet metal foam
• Pro: Low cost, good material selection, high-efficiency structure, machinable
• Con: Super structured packing or extensively conformal structures require assembly, including braze welding, increasing the overall cost
AM foam super structure
• Pro: Infinitely tuneable and shapeable to fill any space in a monolithic part assembly. The complexity comes at a static cost
Con: With current PBF-LB machines, significant laser drawing time is required to produce the structure, and advanced cleaning tech niques may be required
Metal Additive Manufacturing | Autumn 2022 181Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
•
Fig. 11 Refined set of foam lattice structures cm 2/cm 3 cm 2/cm 3 cm 2/cm 3 cm 2/cm 3 cm 2/cm 3 cm 2/cm 3 cm 2/cm 3 cm 2/cm 3 cm 2/cm 3 11% 11% 11% 11% 15% 15% 15% 31% 20% 20% 20% 31% N 10 N 12 N 15 N 17 O 13 O 13 O 19 Q 17 P 15 P 19 P 21 Q 27 10000 cells 5000 cells 3000 cells 1500 cells cm 2/cm 3 cm 2/cm 3 cm 2/cm 3 Fig. 12 A closer look at structured foam packing AM for carbon capture
Bringing it all together
We have now independently concep tualised the three main components of this refinement process chamber. Next, they must be combined to complete the full solution by digital integration.
As previously indicated, we used Oqton’s 3DXpert software heavily in the design process. 3DXpert was a single solution for design, simulation, build preparation, and slicing. Major advantages of this approach in the design space are 3DXpert’s ability to use visual scripting combined with the lattice kernel to rapidly iterate through lattice structures and find a range of ideal cells and densi ties; implicitly model the periodic radial fins; and B-rep CAD model the prismatic features of the process chamber.
A hybrid modelling approach was critical to this effort: it allowed us to use only the necessary repre sentation for each component of the solution and with maximum efficiency, all within the scope of Additive Manufacturing. 3DXpert also has the unique advantage of allowing Implicit, Lattice Rep, Mesh, and B-rep CAD to be all components of one part with no need for reduction in fidelity with the conversion down to common polygon mesh format.
Prior workflows involved threeto-five different softwares, each with their own advantages and geometry representations, and then a labour-intensive process of combining the disparate compo nents into polygon mesh format with extremely heavy booleans and long calculation times, and major workflow blockers when having to regenerate any component of the process chamber, having to repeat the export, boolean and merge operations.
The only thing left to do at this point was to additively manufac ture. For this, we used the DMP Factory 350 with 316L stainless steel alloy, depowder, wire EDM, and chemically clean the process chamber.
Future benefits
Direct air capture and refinement is a critical technology for correcting atmospheric carbon levels, and Additive Manufacturing is currently enabling significant efficiency advances in the technology. 3D Systems and its partners are making great strides in our collabo ration – by utilising AM to quickly iterate and manufacture produc tion-ready components, we’re able
to apply never before used, highefficiency geometry to process stacks and thermal exchange.
This newfound ability is increasing capture efficiency while reducing form factor and footprint, making the technology easy to install and ultimately to scale up. With further adoption of advanced manufacturing technologies and design tools, we believe we can rest a bit easier knowing that the climate may still be comfortable and liveable for future generations.
Authors
Scott Green
Principal Solutions Leader
3D Systems
Dakota Black Industrial Designer
3D Systems
Matthew Atwood Founder & CEO AirCapture LLC
Christopher L Douglas Professor of Mathematics, Mathematical Institute University of Oxford
www.3dsystems.com www.aircapture.com www.ox.ac.uk
Metal Additive Manufacturing | Autumn 2022182 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Fig. 13 From left to right: corrugated sheet metal, metal foam, super structured packing, final assembly
AM for carbon capture
POWDER METALLURGY REVIEW
E-NEWSLETTER SUBSCRIBE
TO
to the Powder Metallurgy Review e-newsletter, sent weekly to key PM professionals and end-users worldwide, to make sure you benefit from timely access to the latest industry news and technology trends.


subscribers also benefit from a free digital subscription to Powder Metallurgy Review magazine.
https://www.pm-review.com/ subscribe-pm-review-e-newsletter/ COMMUNICATIONS INOVAR
OUR WEEKLY
Subscribe
E-newsletter
www.pm-review.com

Metal Powder Industries Federation APMI International Visit PowderMet2023.org or AMPM2023.org CALL FOR PAPERS & POSTERs Call for Papers Deadline: November 5, 2022 JUNE 18–21 • LAS VEGAS technical programCAESARS PALACE Attendees will have access to hundreds of technical presentations from worldwide experts on the latest research and development. TRADE EXHIBIT The largest annual American exhibit showcasing leading suppliers of powder metallurgy and metal additive manufacturing powders, equipment, and products. PowderMet2023 International Conference on Powder Metallurgy & Particulate Materials AMPM2023 Additive Manufacturing with Powder Metallurgy
The System of AM Systems: How Metal Powder Works' in-process powder production could change metal AM
Many in the Additive Manufacturing industry have spoken on the importance of taking a holistic view of the workflow, from powder production to part finishing. Viewing the workflow in this way enables a systems engineering approach, joining the complex machines and processes involved in AM together. But what if we were able to combine steps from across the AM workflow? What cost, time and safety improvements might that enable? John Barnes presents his DirectPowder™ process, developed in partnership with Christopher Aldridge.
Additive Manufacturing continues to make progress as a manufacturing technology, mostly with the help of more awareness and more productive machines. As Additive Manufacturing technologies race to become faster and more affordable while achieving high quality, it becomes easier to make a business case to convert parts away from legacy processes. Most of the focus is on the manu facturing step, because it can be the single largest cost in the processing of an AM part – but should that be the sole focus?
Productivity improvements in the creation of AM parts can only be gained when all the steps are consid ered, from material to final product. Traditionally, having a holistic view is akin to systems engineering; combining complex machines together. What if we combined different systems from across the AM workflow together? How could cost be improved? How could safety be improved? How could quality be improved?
While we are asking questions: what do a friendly Mechatronics Engi neer, a California Directed Energy
Deposition (DED) entrepreneur, and a Cold Spray OEM from ‘down under’ have in common? A little hint: they also saw promise in a new powder manufacturing technique and the ‘System of AM Systems’ concept.
By focusing on the System of AM Systems, we can take a different view to that which has been avail
able in the past. In this work, we will highlight a new powder production method which can be coupled directly to the AM machine so that the two machines work together as a system. For the manufacturer, this means not having to buy and store powder, nor consider the environmental and safety issues that accompany powder
Fig. 1 Metal Powder Works' machine is capable of converting metal bar stock into powder via a software-driven mechanical process at room temperature
Metal Additive Manufacturing | Autumn 2022 185Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFThe System of AM Systems
Fig. 2 An illustration of the Metal Powder Works concept, showing a rotating bar passed through the DirectPowder™ process
from a bar, from wire or in a tundish and then, by means of a large volume of high-pressure gas or plasma, breaking the molten metal into droplets. These metal droplets solidify into spherical shapes as they fall. This process yields powders with excellent metallurgical quality and high sphericity. Powders made by this method were initially adopted by AM because fine powder was needed, due to fact that early AM machines used low-power lasers.
Smaller particles flow, or move, with more difficulty than larger particles, and round parti cles have better flowability than less-round particles. However, it isn’t as simple as that: powder production generates a wide Particle Size Distribution (PSD), and the presence of fines – or very small particles and satel lites, where droplets stick together – reduces the ability of powder to move freely around. The different GA methods produce different powder characteristics, PA is then different to GA. One can’t just order a bar of material.
production. The System of AM Systems offers a step change improvement in cost as well as complexity for the AM operation. It creates an opportunity to optimise part manufacturing for a set of inter-related requirements: tech nical, business, safety, workforce, inventory and sustainability.
A history of metal powder production
Several processes for manufac turing powder exist, each with its own benefits and drawbacks.
Essentially, the same methods are used to create powder for both additive and traditional manufac turing applications, and, though
it’s hard to believe, these processes haven’t changed much in the last fifty years. Until now.
Let’s first review how metal powders have traditionally been made. The metal powder industry is very large – in the order of $14 billion – and there are several production methods. Of that $14 billion, almost all powder is produced via atomisation techniques, with approximately 95% being made via water atomisation (WA), although metal AM has used gas and plasma atomisation (GA, PA) almost exclu sively since its inception. Polymer AM uses grinding and chemical means to produce powder, so is quite different in approach and result.
Gas and plasma atomisation involve using energy to melt metal
Water atomisation uses a similar principle, but employs a stream of water to break up the molten metal instead of gas. This method produces more irregu larly shaped powder particles with a wide PSD that are consid ered non-spherical. Because WA uses water, the cost to produce powders is lower, but chemistry control can be an issue.
The present
Today when a manufacturer orders powder, it is something of an undertaking of its own. What powder production process is acceptable? They need to check the D50, fines content, PSD, chemistry, etc. The fixed processes assume a ‘perfect powder,’ or a powder with high consistency from batch to batch, but the operators understand
Metal Additive Manufacturing | Autumn 2022186 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |The System of AM Systems
“The System of AM Systems offers a step change improvement in cost as well as complexity for the AM operation. It creates an opportunity to optimise part manufacturing for a set of inter-related requirements: technical, business, safety, workforce, inventory and sustainability.”
the reality of the variability and the impact of that variability on the settings and operation of the AM machine.
The Metal Powder Works solution
Looking at the variables that exist in powder production, and with recent advances in Additive Manufacturing technology, one had to wonder if there could be a solution to achieve better consistency in powders and better control of particle size.

Drawing on our experience in the AM industry, Christopher Aldridge and I determined a potential solu tion by calculating what had to be true in a process to solve these issues, and so began experiments to validate the concept.
After twenty-five years of involvement in advanced manu facturing, we spent three focused years of research and develop ment to establish Metal Powder Works’ proprietary and patent pending DirectPowder™ process. This process converts metal bar stock into powder via a softwaredriven mechanical process at room temperature (Figs. 1, 2). The process results in powder with a PSD of about 30 μ m, and every particle is identical, solving the issues of both consistency and size efficiency.
The DirectPowder process is dramatically different from other methods used to create
metal powder. By taking a different approach than traditional atomi sation, MPW can achieve powder with no satellites, no fines, and no possibility of inert gas entrapment or evaporation of high vapour pres sure elements. In addition, the room temperature process ensures the resultant powder retains any heat treatment or temper established in the bar feedstock. The highly controlled and continuous method produces powder with no defects, meaning there’s no sifting through mass quantities of powder to obtain the right size cut and quality. This method also eliminates the risk of powder contamination.
The key to DirectPowder’s quality is that the process is computer controlled, allowing for highly precise size and morphology — in fact, the particle morphology can be directly tailored to the user’s requirements.
Project Sidecar
Noting the benefits of the Direct Powder process, specifically with very high size yield, we determined that we could deploy this technology into the field and create a System of AM Systems. We developed Project Sidecar (Fig. 3) to show how the AM industry can achieve a step change in cost, improve safety and avoid managing powder. With supply chain issues being what they are currently, the ability for companies to make their own powder on site is an attrac tive option. This is highly appealing to manufacturers without powder storage facilities, as they would be able to make exactly the amount of powder they need, when they need it. Because of the small footprint of the process, DirectPowder can be utilised not only within company facilities, but in more deployable situations such as
Metal Additive Manufacturing | Autumn 2022 187Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFThe System of AM Systems
Premium Bar Stock
DED Cold SprayAM Printers
Part
Spherical Powder
MPW DirectPowderTM Supply System Powder Based Manufacturing Process
Spheroidizer
Fig. 3 The MPW Sidecar concept
“Because of the small footprint of the process, DirectPowder can be utilised not only within company facilities, but in more deployable situations such as expeditionary manufacturing, which is manufacturing performed outside of a traditional facility.”
Fig. 4 A Formalloy powder-based Directed Energy Deposition (DED) machine and a photograph of a coaxial deposition head depositing material
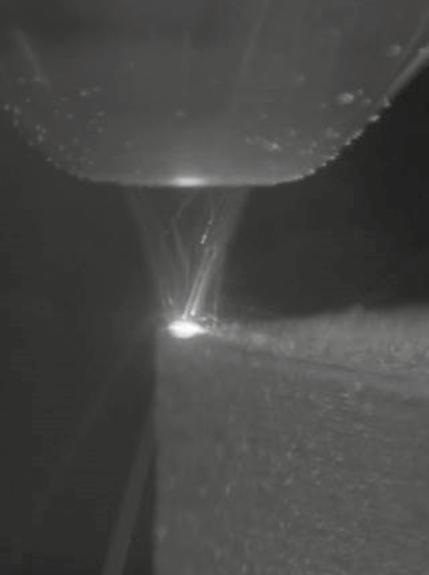
Deposition (DED) processes. This has made them great collaborators for Project Sidecar, where the Direct Powder process resides near the machine and, in essence, enables a bar to go in one side of the system and a part to come out of the other.
Case Study 1: The DED rocket nozzle
expeditionary manufacturing, which is manufacturing performed outside of a traditional facility (i.e., on a battle field or aboard a ship).
The argument can be made that DirectPowder is a more economical option for manufacturing powder; with Project Sidecar, all that is needed is quality bar stock, which, for copper, costs about $13 per kg as opposed to $60 per kg for atomised powder. There’s no need to produce large batches of powder, either, as the process can scale to customer demands, from 100–100,000 kg.
What about the requirements?
As mentioned in the opening, the System of AM Systems allows for the optimisation of a variety of
requirements for the creation of AM enabled parts. However, before we can go beyond a paper study on the optimisation of the broader system, we need confidence in the compat ibility of the sub-systems. Therefore, MPW powder has been tested with various AM processes including Powder Bed Fusion (PBF), Directed Energy Deposition (DED), Cold Spray and Binder Jetting (BJT). We’ve included three case studies exploring the combination of MPW powder and AM processes reflecting on the ability to optimise various requirements, ranging from process economics to build behaviour and the resulting microstructure.

Early relationships were formed with SPEE3D and FormAlloy, as the rate of powder production closely matches the rate of consumption for the Cold Spray and Directed Energy
FormAlloy, led by Melanie Lang (the California DED entrepreneur), saw the immediate advantage to DED customers. Additionally, build, repair and enhanced applications provide good requirements to test the effectiveness and quality of the MPW powder. DED is a diverse metal Additive Manufacturing technology adopted to build, enhance and repair metal components. The blown-powder DED process utilises a system in which metallic powders contained in one or more hoppers are blown through a deposition head and heated with a laser to produce a metallic bead. Employing a motion system, the metallic bead is laid down and then layered up to build a part or add material to an existing part. Fig. 4 shows a Formalloy DED machine and a close up of the process in action. Building parts or structures with
Metal Additive Manufacturing | Autumn 2022188 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
“MPW powder has been tested with various AM processes including Powder Bed Fusion (PBF), Directed Energy Deposition (DED), Cold Spray and Binder Jetting (BJT).”
The System of AM Systems
bimetallics and gradient materials, in which multiple materials are used, either in a mixture or gradu ally changing from one material to the next automatically, is being done today. Build-up with nickel, cobalt, iron, titanium, and copper-base alloys as well as carbide, magnetic and various other materials can be achieved.
The Barnes Global Advisors (TBGA) conducted a case study of a notional rocket nozzle, analysing the impact of Sidecar with two inven toried powder DED approaches and a traditional wrought approach. In this study, we used a design that, in its final form, would be 108 cm tall and 102 cm diameter with a mass of 406 kg, fabricated from copper (see Fig. 5). As copper is avail able in powder, bar and plate form, it was possible to compare three different manufacturing approaches: a DED machine with one head, a DED machine with four heads, and a baseline wrought approach.
As expected, the four-head system showed improved economics overall, but it also benefits more from the Sidecar approach. A single head using inventoried powder was the only scenario that was essen tially a push to a wrought approach, but that same scenario using a System of AM Systems approach reduced the cost.
Table 1 shows the cost estimates for the rocket nozzle with three manufacturing approaches. Each scenario encompasses raw material, Additive Manufacturing, heat treat, inspection and machining. Table 2 shows the cost reduction of the integrated system Sidecar approach versus the baseline manufacturing approach. Additional savings will be created that are not factored into these current estimates: inventory savings will be created with lower cost bar versus powder, while Envi ronmental, Safety and Health (ESH) benefits will be realised because nearly all the powder produced will go directly into the product and exist as powder for minutes reducing the inherent risks of inventoried bulk powder storage. Additionally, any
Approach Inventoried powder ($60/kg) Sidecar ($21/kg)
1-Head DED $133k with 44k powder $105k with 15k powder
2-Head DED $92k with 44k powder $64k with 15k powder
Wrought $129k with 32k plate/bar
Table 1 Cost estimates for rocket nozzle by three manufacturing approaches: 1-head DED, 2-head DED, and wrought metal
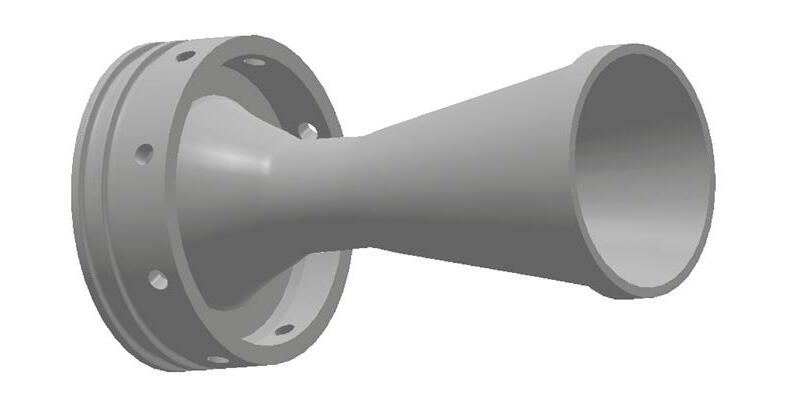
Approach
1-Head DED
2-Head DED
Wrought
Sidecar reduction in cost (%)
Table 2 Reduction in nozzle cost with Sidecar (wrought assumes 2-head DED)
Fig. 5 TBGA nozzle exemplar part
“Environmental, Safety and Health (ESH) benefits will be realised because nearly all the powder produced will go directly into the product and exist as powder for minutes reducing the inherent risks of inventoried bulk powder storage.”
technical benefits of consistent, dry powder have not been documented.
It is readily apparent that the Sidecar, or System of AM Systems, approach has a signifi cant impact on the cost of the part. There are additional tech nical and ESH benefits that are not quantified.
Case Study 2: Powder Bed Fusion testing
Mihaela Vlasea (the friendly mechatronics engineer) is an asso ciate professor at the University of Waterloo and the co-director of the university’s Multi-Scale Addi tive Manufacturing (MSAM) lab. MSAM consists of a large group of
Metal Additive Manufacturing | Autumn 2022 189Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
21%
30%
50%
The System of AM Systems
researchers whose areas of study include materials, modelling and simulation, monitoring and control, post-processing, software develop ment, and metrology and testing. Vlasea and I met through the Society for Manufacturing Engineers (SME) and she has followed the develop ment of Metal Powder Works from its early days.
One of her passions was the discussion of what doesn’t work in
sources that is deemed uncon ventional, either in shape, size, distribution, or even chemistry. The researchers then work to determine if the powder can be utilised — or, in Vlasea’s words, to “turn the impossible into the possible.” When they received copper and aluminium powder that had been produced by the DirectPowder process, they were intrigued by its uncon ventional morphology and size distribution. A team was assembled to develop a strategy to make sure the powder could be implemented in the lab’s machines.

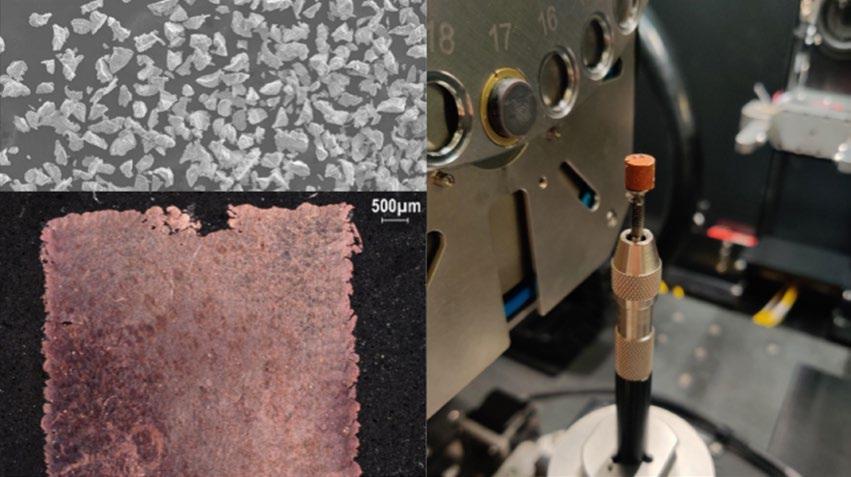
The researchers’ goal was to show that, although the powder was not considered highly spher ical and had been produced by a different method than the commonly accepted norm, it could additively manufacture just as well — and it did. According to Vlasea, the lab’s partners in the automotive industry were extremely excited by this development. A new source of powder capable of additively manufacturing equivalent parts to more expensive powders for a lower cost was a big deal. And the cost was significantly lower — Vlasea states that the cost of Metal Powder Works' powder was five to ten times lower than what MSAM typically uses in the lab.
Additive Manufacturing and how those issues could be improved. In addition to technological deficiencies, Vlasea found that material systems were not meeting the industry’s needs. We continued a conversation about this while MPW carried out some small pilot projects involving testing powders in collaboration with MSAM (Fig. 7, 8).
The MSAM lab regularly receives powder by the bucketful from various
Another interesting finding was that the non-spherical shape of the powder was actually a benefit. This, Vlasea says, is because copper and aluminium alloys are highreflectivity materials. When a laser is focused on spherical powders, much of the light is scattered, and less of it is used to heat the powder. Non-spherical powders, however, are more efficient in catching more of the laser energy, so lower-power machines can be used to additively manufacture these powders. In fact, the team found that MPW copper powder could be additively manu factured with 40% less laser power. Working with these lower power machines can further bring the cost of part production down.
Now that MSAM has ascertained that Metal Powder Works’ powder
Metal Additive Manufacturing | Autumn 2022190 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Fig. 6 Cu 14500 from powder to part validation: composite image of the MPW powder (top left); cross section microscopy of the additively manufactured part (bottom left); AM part shown inside the computed tomography machine to validate
> 99.9% density
(right)
Fig. 7 Experimental build plate for testing process parameters (density, surface roughness) produced on an EOS M290-1 kW machine
The System of AM Systems
does indeed work, they are working with industry partners to create products from the material. This allows them to examine the supply chain relationship between powder producer and part manufacturer.
As noted above, DED is not the only Additive manufacturing technology well suited to the DirectPowder process, as indicated through MSAM’s PBF-LB applications.
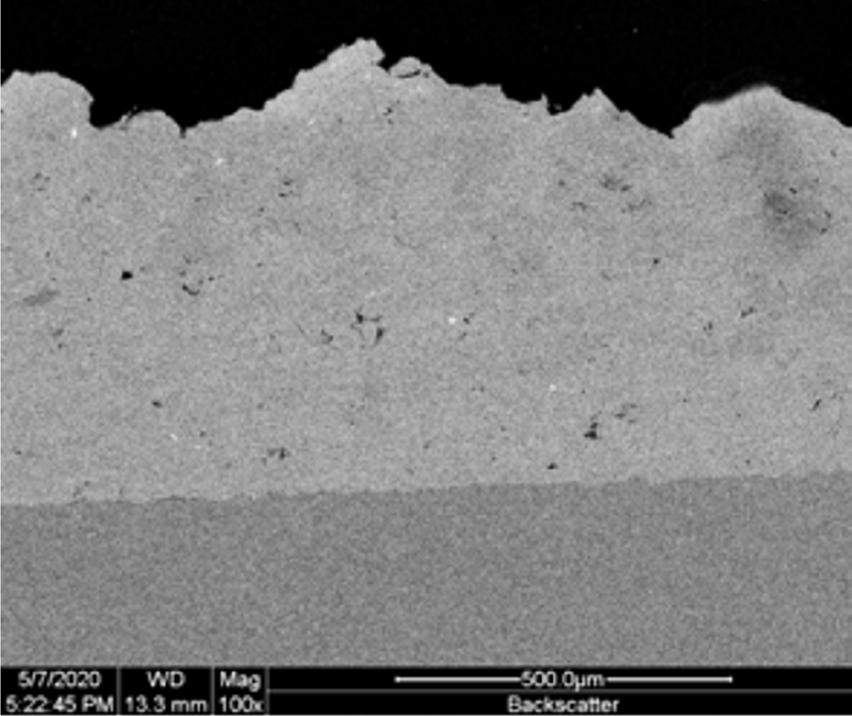
Case Study 3: Cold Spray technology
Cold Spray, as a technology, has been around since the early 2000s, mostly as a means to produce unique and dissimilar metal coatings. Cold spray works mainly through the use of a de Laval nozzle which accelerates a metal particle injected into a gas to a supersonic velocity and the metal impacts the surface. The process is ‘cold’ in that no melting occurs and the bond is formed through a mixture of a mechanical bond and, depending on the materials, a partial metallurgical bond. As the technology matured, differences in the acceleration and speeds created different processes and Cold Spray came into its own as an Additive Manufacturing technology, producing near-net shape parts.
Similar to DED, the forced gas creates different requirements on the powder to be used. The flight characteristics are key to how the particle accelerates in the gas path; here, consistency of particle shape and size is more important than whether it is round or not. In addition, being able to temper the powder to change its hardness and deformation behaviour is key to using different types of industrial gases, which dominate the process economics.
A key need for Cold Spray is in repairing structural parts. Cold Spray has a unique advantage here because, as a solid-state process, the absence of melting allows for more materials to be used, especially non-weldable metals
(like high-strength aluminium).
To repair a structural part, the structural analyst must be able to interpret the predictable behaviour of the deposit. With conventional atomising, the aluminium is in a ‘W’ temper and will continue to age, even at room temperature, which will drive the strength up and the ductility down over time. Aluminium powders would need to be heat treated to a known temper, which adds cost.
Machines like SPEE3D’s (the Cold Spray OEM from ‘down under’) use compressed air, which is very affordable and can be easily sourced. Other groups –like Solvus Global – use nitrogen in their Cold Spray machines, which assists in particle acceleration, and is still more affordable than helium, which is the most technically desirable gas due to its density. Fig. 8 shows a metallurgical cross section of MPW AA7075-T6 powder made directly from an AA7075-T6 bar using DirectPowder, then cold sprayed on to an aluminium part.
The future of AM economics and sustainability
AM economics
It seems obvious to most that for AM to make further inroads into manufacturing, more materials will be needed and advancements in productivity (i.e., economics) will have to continue. The machine equipment companies are making great strides in both reducing their costs and improving speed. This is true for all process technologies that use powder as a feedstock. Today, powder is not a significant cost driver when resolved at the part scale, however, predictions made by TBGA have shown that as thicker layers are used, powder cost can become as much as 50% of the part cost in multi-laser machines [1]. As previously stated, the $14 billion metal powder market is dominated by water atomisation. TBGA has predicted that in a few years, as AM advances and without signifi cant investment in atomisation,
Metal Additive Manufacturing | Autumn 2022 191Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
Fig. 8 MPW AA7075-T6 powder cold sprayed onto an aluminium part (Courtesy Solvus Global)
The System of AM Systems
the demand will outpace supply [2] given that gas and plasma atomised powder production represents less than 5% of global production.
In a recent publication, a group of researchers compared the prices for feedstock into AM processes [3]. They reported on IN625 and 316L stainless
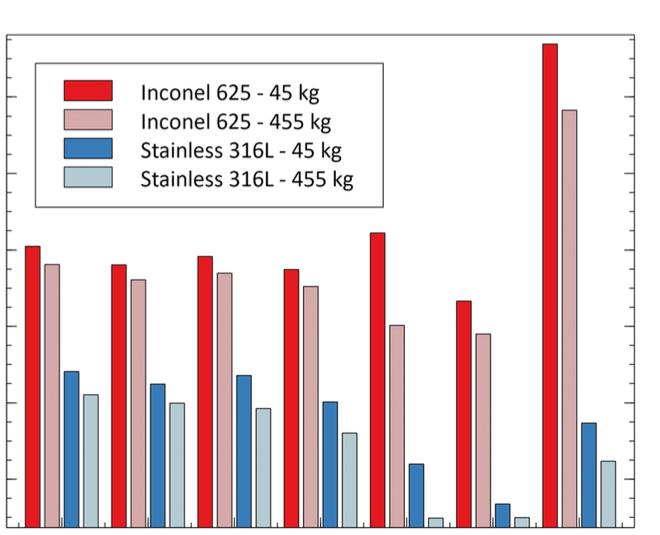
steel material available as powder, wire, bar stock and foil (Fig. 9). As can be seen, bar stock is the lowest cost input material across the board.
Additionally, a quick audit of SAE’s Mobius platform [4], shows there are more than 2,000 released specifica tions for bar stock material versus
about sixteen released metal powder specifications (Fig. 10).
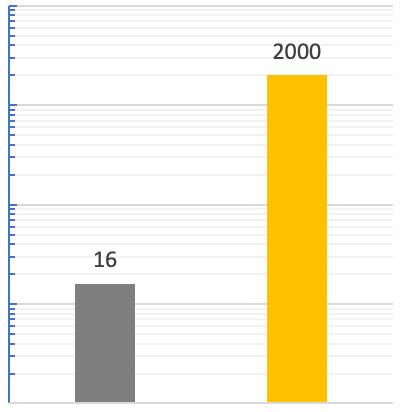
As noted previously in the DED overview, there are relatively few alloy choices for powder-based DED – and this is the case for all powderdriven AM processes. As such, the current selection may not match an alloy that has been used in the past. This change in material comes with a significant cost, typically born by the design authority, and it takes time to demonstrate equivalency. Increasing the alloys available as powder will help the AM industry grow faster. This culmination of the need for more alloys, more powder and better cost must drive a change in thinking and we must use more of the avail able capacity, otherwise the growth of powder-based AM processes will stall.
The development of new, faster Powder Bed Fusion technologies currently relies significantly on adding more lasers to improve speed, or, in some cases, laser technology that acts like more lasers. Directed Energy Deposition processes have some limitation as to the practicality of adding more lasers. Cold Spray processes, while not employing laser, require nozzles to accelerate powder. In these cases, affordability and improved economics might more easily come from a reduced powder cost, as adding more lasers or nozzles may not be prudent.
AM sustainability
Further to improved economics, and adding perhaps another layer of complexity, is the need to improve manufacturing’s sustainability. Whilst AM enjoys a reputation as being more sustainable than legacy manu facturing, analyses like Life Cycle Assessments (LCAs) help quantify the impact; as we all know, if it can be measured, it can be improved.
To this end, Metal Powder Works commissioned Next Ridge Tech nologies to conduct an LCA on the DirectPowder process. In the summary of that report, Next Ridge Technologies said, “The DirectPowder process has the potential of reducing the energy usage and subsequent
Metal Additive Manufacturing | Autumn 2022192 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
CO 2 # Released specifications (log) Released AMS specifications 10,000 1,000 100 10 Powder 16 2000 Bar 1 Fig. 10 Estimate of released specifications for metal powders and barstock [4] Average cost per kilogram (USD, 2021) 120 Inconel 625 - 45 kg Inconel 625 - 455 kg Stainless 316L - 455 kg Stainless 316L - 45 kg 100 80 60 40 20 Powder (10-45 µm) Powder (45-105 µm) Wire (1.57 mm)Wire (1.14 mm) Barstock (50 mm)Barstock (25 mm) Foil (0.2 mm) Fig. 9 Cost of metal feedstock by type for IN625 and 316L stainless steel [3] The System of AM Systems
emissions by as much as 83% over gas atomisation and as much as 89% compared to water atomisation once tooling improvements are made and 99% process yield is achieved [sic]” [5]. Today, we already enjoy a 95% process yield efficiency.
Additional energy savings come from the fact that DirectPowder doesn’t require energy to melt and doesn’t use high-pressure indus trial gases, both of which produce CO 2. Downstream, using copper powder that requires 40% less power to process has its own merits to improve the CO 2 emissions required for AM.
Summary
By using a systems engineering approach to a growing AM industry problem, a System of AM Systems can solve several problems simultane ously. We’ve discussed the economic and sustainability concerns, but what about the workforce component? What kind of technical support is needed? With the simplicity of the process, Sidecar can be supervised by the same operator the machine requires, so it will not require addi tional staffing, lessening the burden on the manufacturer.
With the help of our international collaborators, we’ve explored the role that the DirectPowder process and the Project Sidecar can play in optimising the case of AM adoption, including:
• Co-locating the powder produc tion close to the point of need reduces cost, inventory and logistics
• Less CO 2 is generated through the direct use of the MPW process
• Less shipping reduces the carbon footprint
• Safety is improved, because the use of bar stock is basically inert and the powder need only exist for minutes before being consumed by the AM process
• From an accounting perspective, less inventory of powder is held and, as Fig. 10 shows, barstock carries less value than powder. Technically, manufacturers will not have to be as concerned with storing massive quantities of powder, keeping it dry, etc
The focus on the ‘System of AM Systems’ is a step change from the recent past. Coupling powder produc tion to the machine so the two work together results in significant cost, environmental and technical benefits. It creates an opportunity to optimise part manufacturing for a set of interrelated requirements: technical, business, safety, workforce, inven tory and sustainability. Ultimately, the integrated nature of Sidecar resolves many issues and will assist in growing the ability for the Additive Manufacturing industry to meet the requirements of the customer.
Authors John Barnes
Founder and CEO, Metal Powder Works
Founder and Managing Director, The Barnes Global Advisors john@barnesglobaladvisors.com
References
[1] ‘Making a Slow Decision on a Fast Technology: Evaluating the Business Case for Multi-Laser Powder Bed Fusion,’ by John E Barnes, in Additive Manufacturing Media , 2/19/2021.
[2] Unpublished report by The Barnes Global Advisors, 2021
[3] ‘Robust Metal Additive Manu facturing Process Selection and Development for Aerospace Compo nents,’ by Paul Gradl , Darren C Tinker, Alison Park, Omar R Mireles, Marissa Garcia, Ryan Wilkerson, and Christopher Mckinney, in Journal of Materials Engineering and Perfor mance , April 2022.
[4] Robust Metal Additive Manu facturing Process Selection and Development for Aerospace Compo nents” by Paul Gradl , Darren C. Tinker, Alison Park, Omar R. Mireles, Marissa Garcia, Ryan Wilkerson, and Christopher Mckinney, Journal of Materials Engineering and Perfor mance, April 2022
[5] ‘Metal Powder Works,’ by Michael Sherwin, PhD PE, Private Report, July 2022
Metal Additive Manufacturing | Autumn 2022 193Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
The System of AM Systems



REGISTER BY JANUARY 13, 2023 AND SAVE! For more information, visit MIM2023.org Attend the Only International Powder and Metal Injection Molding Event of the Year! CONFERENCE CO-CHAIRS: Zachary Padasak APG Metal Injection Molding Bryan Sherman DSH Technologies, LLC BONUS: Powder Injection Molding Tutorial Monday, February 27 Conducted by: Matthew Bulger, Former MIMA President Sponsored by: Metal Injection Molding Association 2 0 2 3 International Conference on Injection Molding of Metals, Ceramics and Carbides Febr uar y 27–March 1, 2023 • Hilton Orange County/Costa Mesa, CA MIM2023 is a Hybrid Conference—Attend In-person or Vir tually
The next generation: Using metal AM to drive emissions reduction and educate the engineers of the future
Metal Additive Manufacturing is a foundational technology for power generation, supporting the prototyping, testing, and design of gas turbines, as well as opportunities in repair and new components. The technology's future is also dependent on educating a new generation of engineers. Ohio State University’s Center for Design and Manufacturing Excellence (CDME), leading efforts to mature AM through the formation of an ecosystem of partners, has formed a collaboration with Siemens Energy and Engie to explore these topics and provide its students with experiential learning in metal AM.
As the energy industry strives to achieve the necessary efficiency gains in gas turbine design and drive emissions reduction, metal Additive Manufacturing is being recognised as a valuable solution. Ohio State University’s Center for Design and Manufacturing Excellence (CDME) is leading efforts to develop and indus trialise metal Additive Manufacturing by forming a network of new partner ships that will drive the capabilities and maturation of AM. This includes new alloy and process development, in-situ monitoring research, and industrialisation topics like multilaser systems and beyond. CDME has formed a research collaboration with Siemens Energy and Engie to explore these topics and provide experiential learning opportunities for undergrad uate students.
In 2017, Ohio State entered a fiftyyear integrated solutions agreement with Ohio State Energy Partners (OSEP), a partnership between Engie North America and Axium Infrastructure. In 2019, the univer sity-authorised OSEP to construct a state-of-the-art Combined Heat and Power (CHP) Plant in conjunc
tion with a new district heating hot water and cooling loop. Two of the gas turbines that will generate the electricity and steam for the CHP are SGT-700 model turbines manu factured by Siemens Energy, with significant potential for the applica tion of metal additively manufactured parts. As part of this collabora
tion, students had the chance to see industrial metal AM parts from Siemens Energy up close and tour the construction site where Engie and their partners are installing the CHP plant.

Bringing state-of-the-art gas turbines, with production enabled by industrial metal Additive Manufac
Metal Additive Manufacturing | Autumn 2022 195Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFEducating the engineers of the future
Fig. 1 Ohio State CDME staff and student researchers examine additively manufactured metal gas turbine components during a collaborative meeting with the Siemens Energy and Engie teams
turing, is an amazing opportunity for students at the university to directly learn about use cases like these and technical road maps for maturing AM technology.
Using metal AM will impact many components throughout the turbine, in particular design of the burners. Hydrogen has different combustion characteristics relative to natural gas, requiring design changes to the burner system. High flame speed makes the flame more compact and closer to the burner tip. This results in the heat being greater at the burner tip and, subsequently, a higher risk for flame flashback. With metal Additive Manufacturing, design improvements in the burner tip cooling (which can mitigate the higher heat load) are possible that could not be achieved conventionally.
Additive Manufacturing and experiential learning at CDME

The mission of CDME is to enhance America’s manufacturing competi tiveness through the connection of advanced technology projects and undergraduate student training. The foundation is a world class 3,500 m 2 manufacturing research laboratory, including more industrial metal AM equipment than any other univer sity, with eleven full-scale metal AM machines and counting. CDME part ners with more than 150 companies and has completed over 520 applied engineering projects. The facility is an experiential learning focused manufacturing centre with $14 million in manufacturing equipment;
of that, $7 million is in industrial AM machines covering all seven ASTM Additive Manufacturing modalities.
Fig. 2 shows a part of the Ohio State CDME Metal AM Lab.
CDME’s goal is to keep students at the centre of a growing ecosystem of partners, from end-users to machine manufacturers to engineers of the software powering the machines.
To achieve that goal, undergraduate students get hands-on experiences with the equipment and software before they go into industrial prac tice. Students learn to maintain and operate Laser Beam Powder Bed Fusion (PBF-LB), laser-based Directed Energy Deposition (DED), Binder Jetting and beyond, with more niche processes on hand including Fabrisonic's Ultrasonic Additive Manu facturing technology. This coupling of foundational engineering and technical expertise from coursework with hands-on project work prepares students to take on an active role in the metal AM industry.
CDME is currently leading a comprehensive portfolio of metal Additive Manufacturing projects, spanning alloy design and devel opment, in-process monitoring and inspection, and new laser and machine controls for dramatically faster Additive Manufacturing. The focus is on the industrialisation of metal AM; this includes projects on such areas as stitching multi-laser PBF-LB parts, dynamic focus multimodal laser beam profiles and their
Metal Additive Manufacturing | Autumn 2022196 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Educating the engineers of the future
Fig. 2 Ohio State’s CDME AM Lab
“CDME partners with more than 150 companies and has completed over 520 applied engineering projects. The facility is an experiential learning focused manufacturing centre with $14 million in manufacturing equipment; of that, $7 million is in industrial AM machines covering all seven ASTM AM modalities.”
effects on speed and microstructure, and advanced in-process quality monitoring.
One of the most exciting elements of the relationship between Ohio State, Engie and Siemens Energy is the convergence of one of the world’s leading metal AM research centres with the producers of state-of-the-art turbines, which will use more and more metal AM during their opera tional lives in order to reach energy efficiency and sustainability goals. This represents a unique research capability wherein students and faculty at Ohio State can partner with Siemens Energy and Engie to learn about real AM use cases and drive new monitoring technology. In the future, it is expected to open up research opportunities for the testing of metal AM parts produced at CDME in real-life applications.
Siemens Energy roadmap for revolutionising gas turbines using AM
Siemens Energy has committed to gradually increasing the hydrogen capability of its gas turbines to 100% by 2030. The first steps toward this renewable hydrogen vision have already been achieved, with the power generation unit developed by a project at a petrochemical plant in Brazil now using 60% hydrogen. The capability for co-firing using 75% hydrogen has also been officially realised for Siemens Energy SGT-600, SGT-700 and SGT-800 gas turbines. Using ‘green’ hydrogen – which is produced using renewable energy only – as a fuel for turbines will enable carbon emission-free power generation in the future.
The SGT-700 gas turbine was developed and manufactured at Siemens Energy (SE) in Finspång, Sweden, where a major portion of Siemens Energy’s AM research and development activities take place. The AM workshop in Finspång was inaugurated in February 2016 and is responsible not only for R&D projects in this field, but also the manufac
gradually increasing the hydrogen capability of its gas turbines to 100% by 2030. The first steps toward this renewable hydrogen vision have already been achieved...”
ture and repair of combustors and turbine components for a global fleet of gas turbines. An example of how the AM repair process differs from the conventional repair process is the fact that when repairing a turbine using AM, only a small part of the burner head, around two centimetres, is machined off and reconstructed with the Additive Manufacturing machine.
According to Vladimir Navrotsky, vice president of Technology & Inno vation at Siemens Energy’s Industrial Application Service, the gas turbine burner repair process is now ten times faster and more efficient. “Nothing has to be produced in the
traditional way with wasteful subtrac tive manufacturing; we use no more than precisely the amount of material required.” Since these AM processes, in the case of burner repair, use up to 80% less energy and, thus, produce fewer emissions, the new AM repair process is also more environmentally friendly.
Besides burner heads, other AM components – such as newly devel oped gas turbine pre-combustion swirlers, vanes and blades inserts, compressor impellers – are in commercial production at Siemens Energy. Other components, such as improved SGT-700 turbine vanes and heatshields, are being tested for

Metal Additive Manufacturing | Autumn 2022 197Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
Educating the engineers of the future
Fig. 3 An additively manufactured AM burner head at the CDME
“Siemens Energy has committed to
market launch at the Finspång facility and in pilot projects (e.g., with the German utility company E.ON).
AM has many benefits for the complex assemblies and systems present in state-of-the-art gas turbines. As an example, SGT-700/800 gas turbine burners that used to be comprised of thirteen parts are now additively manufactured in a single piece and weigh 25% less. Thanks to AM, fuel pipes which were origi nally placed outside the burner in conventional models, can be routed
internally, greatly reducing the risk of damage and leaks. Moreover, fuel passing through these pipes now acts as a coolant, reducing the burner tip temperature and extending the overall lifespan of the burner. Burners can also now be produced with a lattice structure inside that can only be produced by AM, which enhances fuel-air mixing efficiency and boasts a strong cooling effect.
Fig. 3 shows an example of a gas turbine fuel burner produced by metal AM.
“This can reduce the burner tip temperature by up to 200°C,” explained Navrotsky. “This elimi nates a source of damage and extend the burner life span.” But this is only the beginning: the Finspång team also developed the optimal lattice structure for utilising a mixture of natural gas and hydrogen in the burner. For some Siemens Energy customers, hydrogen is currently seen as a cheap alterna tive to natural gas because it’s a by-product of chemical processes. This “prompted us to modify the SGT-600, -700 & -800 burners to run on fuel mixture of natural gas and hydrogen,” stated Navrotsky. Now, it’s possible to use up to 75% hydrogen, resulting in significant annual fuel cost and emissions reduction compared with running the turbine on natural gas only. There are also specific design solu tions for other fuels (e.g., biofuels).
The application of AM for turbine blades and vanes also enables the utilisation of advanced cooling systems and aerodynamic shapes

Metal Additive Manufacturing | Autumn 2022198 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Fig. 4 Ohio State CDME staff and student researchers examining additively manufactured metal gas turbine compo nents, including the SGT-700
“The application of AM for turbine blades and vanes also enables the utilisation of advanced cooling systems and aerodynamic shapes that can only be achieved using this technology...”
Educating
the engineers of the future
that can only be achieved using this technology. Thirty years ago, Navrotsky researched the topic of turbine blade cooling for his PhD. Then, advanced cooling systems existed in concept, but the technology to actualise them didn’t exist. “Now, thanks to AM, we can realise these advanced cooling systems as well as their rigidity and weight. This gives us limitless design freedom. It’s one of those dreams that has come true. Now, we have the opportunity to install AM designed and manu factured SGT-700 turbine vanes at Ohio State and watch as efficiency increases, and emissions decrease, over time.”
A student experiential learning opportunity with Siemens Energy and Engie




In keeping with the CDME’s mission to provide experiential learning for undergraduate students, a collabora tive meeting was held with Siemens Energy and Engie to build the collab oration. At this meeting, Siemens Energy staff highlighted a portfolio of their latest additively manu factured metal parts to show the students what’s possible – that these applications are real and not just in prototyping. “We really wanted to show the students that metal printing is not just in the classroom, but
making it out into production applica tions,” stated CDME AM Technologist Ben DiMarco.
Fig. 4 shows a group of CDME student researchers examining the metal additively manufactured burner for the SGT-700. Undergraduates at CDME enjoyed seeing the real AM parts; according to Amanda Pizon, a CDME undergraduate researcher, “As a materials science student, it was really exciting to see metal printed parts up close. I really like the lattice and channels that can be metal printed.” Undergraduate student researcher Kiran Mokadam added, “I think it’s awesome that these parts are actually going into the power
Metal Additive Manufacturing | Autumn 2022 199Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
Fig. 5 Clockwise from top left: CDME Team with SGT-700 Gas Turbine; Dr Herderick explains the location and function of additively manufactured metal burners in the turbine; a view inside the SGT-700, with fuel injector system in the centre of the image; the CDME Team photographed outside CHP plant with steam turbines in the background
Educating the engineers of the future
plant. It’s super exciting that metal printing is going to help the turbines run on hydrogen.”
Subsequently, the local Engie team welcomed the CDME students and staff on a tour of the construc tion site to view the location where the two SGT-700 turbines are being installed at the new power plant (Fig. 5). On this tour, the CDME tour group was able to see where the fuel injection system is located inside the gas turbine, as well as the steam turbine system that comprises the second half of the overall CHP combined cycle, and toured the entire site to see the overall balance of the plant. This enabled the students to get to grips with the industrial reality of deploying metal Additive Manufac turing in the field.
What is needed to be a great AM engineer? How should we be training the next generation?
The next generation of students, who will become the workforce and industry leaders of the future, will power the transition to low-carbon energy. One of the most enjoyable aspects of the collaboration between Ohio State, Siemens, and Engie is the ongoing discussion of what future engineers will need to be successful in the AM industry. We have defined the required experience and mindset that future AM engineers must have in order to have an impact in the industry. They must:
• Be open and think outside the box with Design for Additive Manufacturing (DfAM)
• Be able to integrate design and manufacturing together with the design of materials
• Possess different skills for different roles
• On the materials side, hold a deeply technical understanding of the technology and manufac turing process for metal powders and powder alloys
• Understand the chemical composition of materials initially developed for casting, and the influence of their combination with digitalisation and Inte grated Computational Materials Engineering
• Understand how they as engi neers fit into their business and their customers’ business (where are fixed costs and vari able costs; how can AM improve operations?)
• Look at more than just part for part cost replacement. What about inventory costs? Save six months of inventory, less weight, fewer repairs, factory/supply chain risks?
• Have an enterprise business perspective that takes a holistic view, including sustainability benefits with less waste and inventory
• Understand Life Cycle Analysis and other drivers beyond just cost, all the way to recycling and remanufacturing
• Be able to assess what can be done from an organisational standpoint to accelerate innova tion in AM
The team agreed that these points are essential for graduating Additive Manufacturing practitioners. Whether they’re engineers, business students, or in other majors, they should have an appreciation for the design and manufacturing benefits of AM, espe cially with a holistic perspective of how AM can impact the overall engineering design and operations of a materials-intensive manufac
turing enterprise. These key points, combined with core engineering expertise, will prepare students to become the leaders who will continue to accelerate the metal AM industry’s growth.
Bringing it all together: the path forward
Industrial metal Additive Manufac turing is driving a revolution in gas turbine design, enabling the use of new fuels that will drive the lowcarbon transition through the middle of this century. It is a foundational technology that should now be an essential component of an engi neering education, as it will continue to grow in importance in manufac turing applications. According to Nate Ames, CDME Executive Director, “There’s an amazing metal AM ecosystem growing here in Ohio. Bringing together these thought leaders in metal printing and deploy ment will serve as an engine for accelerating the maturation and acceptance of AM.”
This unique collaboration between utility company Engie, gas turbine manufacturer Siemens Energy, and Ohio State University brings together the entire value stream for develop ment all the way to the end-user and system maintenance using AM. This creates an amazing learning opportunity for the students, as well as pathways to accelerate the use of metal Additive Manufacturing to power a low-carbon future.
Author
Dr Edward D Herderick
Director of Additive Manufacturing Center for Design and Manufacturing Excellence
The Ohio State University herderick.2@osu.edu
Metal Additive Manufacturing | Autumn 2022200 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Educating the engineers of the future
FROM OUR CURRENT ISSUE
BINDER JETTING OF A DUALPHASE STEEL: PROCESS INSIGHT AND OPTIMISATION USING THE MASTER SINTERING CURVE
Binder Jetting (BJT) is never far from the headlines in the worlds of Powder Metallurgy and Additive Manufacturing, but, whilst there has been a lot of emphasis on Binder Jetting’s build process, the crucial sintering stage has received less attention. Can we really go along with the assumption that it’s ‘just like sintering for Metal Injection Moulding’?

Here, Markus Schneider and colleagues from GKN Sinter Metals Engineering GmbH, GKN Additive and Hoeganaes Corporation bring together their deep expertise in sintering to reveal just how differently metal BJT parts perform, and what implications there are for part design and future process optimisation.

FROM THE SEPTEMBER 2022 ISSUE OF PIM INTERNATIONAL


| contents | news | events | advertisers | print sub | e-newsletter | GETPDF
WWW.PIM-INTERNATIONAL.COM
READ NOW

Advances in the AM of refractory metals and hard materials at the 20th Plansee Seminar
As Additive Manufacturing sees growing use in a broader range of industries, researchers have been increasingly focused on expanding the types of material that can be processed via this technology, including the challenging field of refractory metals and hard materials. The AM research featured in the programme of the recently held Plansee Seminar represents the cutting edge of what is possible with these materials using the most advanced manufacturing processes. Here, Bernard North collates the seminar's takeaways on the suitability of these materials for direct Additive Manufacturing processes.
Since 1952, the Plansee Group has held a week-long international tech nical seminar on refractory metals and hard materials at its headquar ters near Reutte in the beautiful Austrian Tyrol. Since 1977, the seminar has been held once every four years, but the 20 th Seminar, originally scheduled for June 2021, had to be delayed due to COVID-19; thus, it was from May 30–June 3, 2022 that the refractory and hard metals industry finally came together for the twentieth edition of this popular event.

Across the seminar, a broad range of technical subjects was covered by detailed technical presentations and posters, and hundreds of technical leaders in the industry and associated academia were able to come together for an in-depth exchange of informa tion. For an overview of the entire seminar, please see this author’s recent article in the autumn issue of Powder Metallurgy Review [1].
In recent years, the range of subjects covered at the Plansee seminar has broadened to include Additive Manufacturing – indeed, about 15% of the presentations and
posters in 2022 concerned AM. The presentations given may be split by process type into three main categories: Powder Bed Fusion (PBF) (most commonly using a laser beam [PBF-LB], less commonly an electron beam [PBF-EB]); sinter-based AM processes, in which a green part is formed by an AM process and then conventionally debound and sintered;
and Cold Spray (CSAM) processes, where powder is directed at high energy onto a mandrel or build plate and forms a part on it. The first (and, to a lesser extent, third) catego ries are the subject of this review, while the sinter-based AM research discussed at Plansee forms the basis for a companion article in PIM Inter national [2].
Fig. 1 The Plansee seminar has welcomed technical leaders and academics to Reutte, Austria, since its 1952 inception (Courtesy Plansee)
Metal Additive Manufacturing | Autumn 2022 203Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFAM of refractory metals & hard materials
b)
Refractory metals in AM
As their name implies, refractory metals (in this article, the main ones considered are tungsten, molyb denum and tantalum) have extremely high melting points (W, 3410°C; Mo, 2623°C and Ta, 2996°C) and are thus not amenable to casting processes unless they are first heavily alloyed to depress liquidus temperatur planses. Generally, these metals are made into dense components by conventional Powder Metal lurgy (PM) processes, followed by working (rolling, wire drawing, etc). As such, they should be well suited
to processing by metal AM methods, as a subset of PM processes.
Literature on the AM of refrac tory alloys is scant, largely due to the limited markets for these mate rials compared to major ferrous and higher volume non-ferrous metals. In addition to this, most existing applications for refrac tory alloys involve shapes which can be produced effectively using conventional techniques. However, growing interest in hightemperature applications in very demanding environments such as rocket engines, advanced fission reactors, and fusion reactors is
driving research into the Additive Manufacturing of these metals. A representetive SEM micrograph of tantalum tensile specimen produced by PBF-LB is shown in Fig. 2
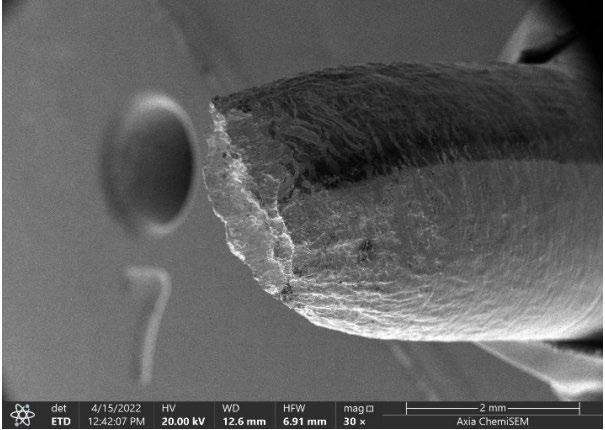
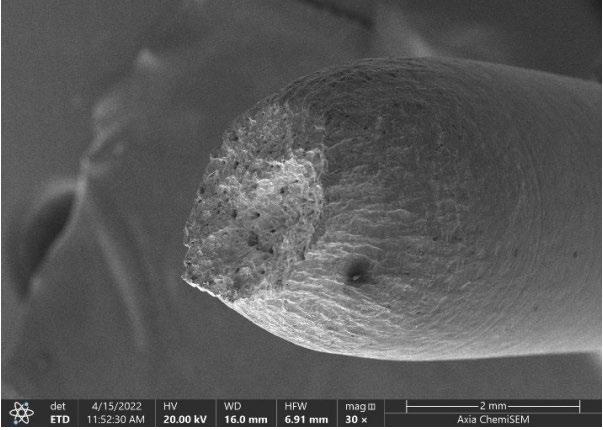
Simplifying somewhat, a summary of the current state of affairs is that the PBF-LB process struggles to form high-quality parts due to a combination of the very high melting point and high thermal conductivity of refractory metals combined with their propensity to getter oxygen at high temperatures and, for tung sten, a high ductile brittle transition temperature. More promise has been shown by the PBF-EB process [3].
Lead author Organisation
Subject Process type
Mashood University of Luxembourg Modelling of PBF-LB. The metal is not specified PBF-LB
Aminnia University of Luxembourg Modelling of CM 247 superalloy PBF-LB
Sidambe University of Liverpool
Pure W processing. Comparison of practical and modelling work PBF-LB
Oehlerking H.C. Starck Pure Ta processing PBF-LB
Kaserer University of Innsbruck Oxide reduction in AM Mo and W using C additions PBF-LB
Braun University of Innsbruck (continuation of the above) Oxide reduction in AM Mo and W using C additions PBF-LB
Fries RWTH Aachen
Attempt to heal laser-induced problems in AM cemented carbides with post sintering PBF-LB
Kirchner IFAM Fraunhofer Dresden W, Mo, MoSiB processing. Extensive practical results PBF-EB
Brotsack Impact Innovations Various example metals and applications CSAM
Metal Additive Manufacturing | Autumn 2022204 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |AM of refractory metals & hard materials
a)
Fig. 2 Representative SEM micrographs of a Ta tensile specimen fracture surfaces from a (a) Z- and (b) X-Y build orien tation (Courtesy Oehlerking, Stawovy, M and Ohm, S, ‘Characterization of Pure Tantalum Manufactured Using Laser Powder Bed Fusion L-PBF’)
Table 1 AM-focused presentations at the 20 th Plansee Seminar
Presentations and posters on refractory metal AM
The 20 th Plansee Seminar’s AM-focused sessions were eagerly anticipated. In the event, there were seven PBF-LB, one PBF-EB, and one CSAM contribution; the selection of papers given is summarised in Table 1. One presentation was given on cemented carbide (hardmetal) and one on a nickel-base superalloy, while other contributions focused on the refractory metals W, Mo, and Ta.

Laser Beam Powder Bed Fusion
Modelling
Muhammad Mashhood, et al., from the University of Luxembourg, Euler Institute at University of Lugano, and Réseau Lieu, discussed modelling work for PBF-LB which is applicable to any metal. In this research, Finite Element Modelling (FEM) analysis was used to establish residual stresses and thermal deformation at the local melt pool scale. Future work intends to integrate such models across a component using the Extended Discrete Element Method (XDEM) to model metal particle dynamics, with the ultimate goal of improving dimensional control and reducing residual stresses in AM components.
In related work using CM247 nickel-base superalloys as the model material, Navid Amin Nia, et al. , also from the University of Luxembourg, analysed material flow and heat transfer in and around the local melt pool formed by localised laser beam heating. Using a coupled Computational Fluid Dynamics (CFD) and XDEM model, they created a ‘digital twin’ and are currently in the process of modelling the laser beam/melt pool and melt pool/metal powder interactions, and seeing good agreement with practical results. This work will allow better predictability of how AM variables such as metal powder particle size, laser beam power and velocity affect exact part dimensions and quality.
Fig. 4 Optical micrographs illustrating W single-melt tracks on grit-blasted substrates using: (a) 50 mm/s, 43 µm beam diameter; (b) 400 mm/s, 43 µm; (c) 50 mm/s, 50 µm; and (d) 400 mm/s, 50 µm (Courtesy Sidambe and Fox, ‘Melt pool analysis of laser powder bed fusion tungsten – Experimental and simulation’)
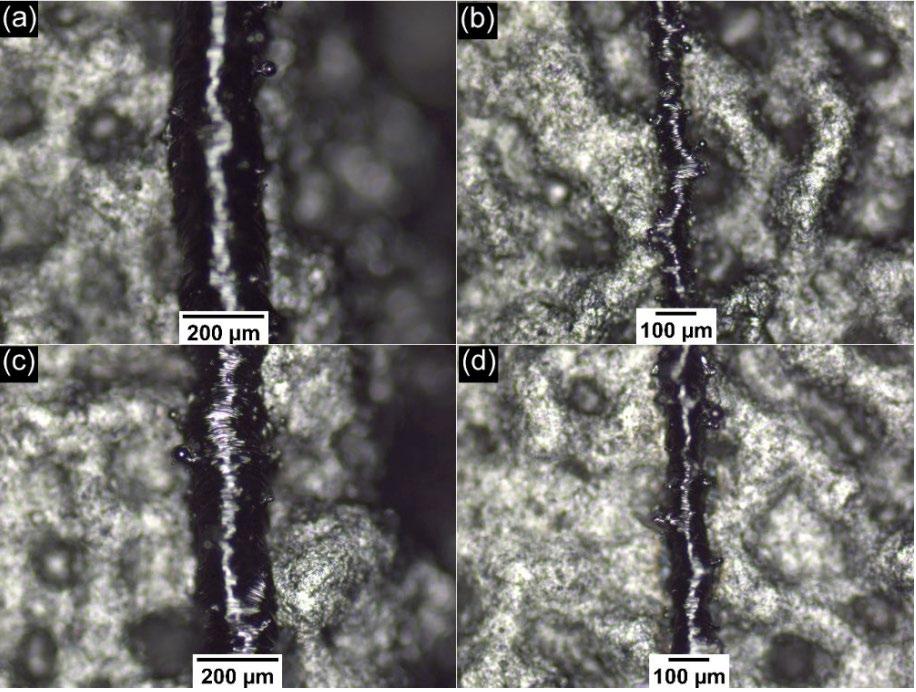
Materials Tungsten
Alfred Sidambe and P Fox, University of Liverpool, summarised the basic difficulties of processing tungsten by PBF-LB due to its high melting point, thermal conductivity, and melt viscosity, as well as a low ductile brittle transition temperature made worse by oxygen contamination.
Their presentation compared model ling using OpenFOAM software with practical results on low O, plasma spheroidised W powder with a particle size in the range 25–48 μ m.
Single passes by a 200 W laser in a 2 x 2 designed experiment, with 43 and 50 μ m beam diameters and scan speeds of 50 and 400 mm/s, were conducted on a single powder
Metal Additive Manufacturing | Autumn 2022 205Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFAM of refractory metals & hard materials
Fig. 3 Doctoral candidates from the University of Luxembourg Muhammed Mashhod (L) and Navid Amin Nia (R), presented their findings on Finite Element Modelling and Computation Fluid Dynamics/XDEM models, respec tively (Courtesy Plansee)
of Pure Tantalum Manufac tured
layer on a W substrate under an inert atmosphere. Using optical microscopy and image analysis, the single-melt tracks were character ised for track widths and degree of microcracking (Fig. 4). The simulation appeared to agree well with practical results, with lower scan speeds and/ or a more focused, smaller diameter laser enabling better W melting. The reduced laser size also appeared to reduce the degree of microcracking, indicating promise for further optimisation.
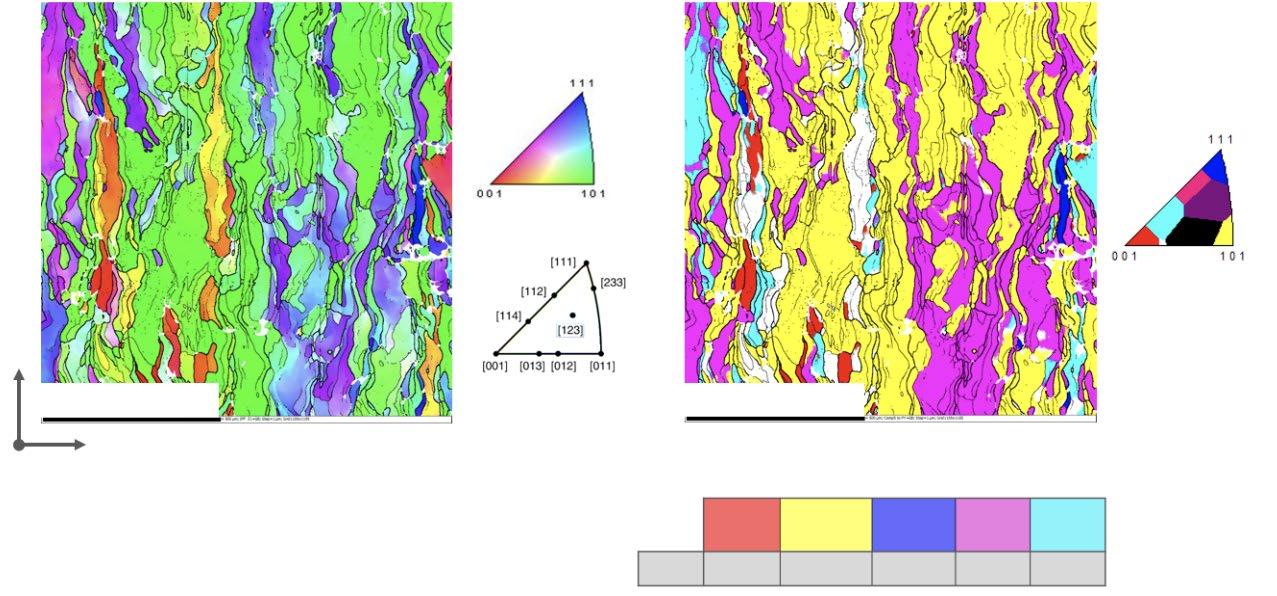
Tantalum
Mike Stawovy presented research by Faith Oehlerking et al. , H.C. Starck Solutions, that summarised param eter optimisation for the PBF-LB of pure tantalum (Ta), then compared the microstructure and properties of AM test samples with wrought Ta control parts. The Ta powder used was plasma spheroidised, with a mean particle size of ~30 μ m and good flowability. Variables in the designed experiment were laser power (200–250 W), point distance (35–55 μ m), hatch distance (100–150 μ m), and exposure time (150–200 micro seconds); each condi tion set was duplicated to increase confidence.
Using an optimised parameter set that enabled 99.7% density to be obtained, a variety of physical and mechanical test specimens were produced, and measurements made. The O, N, and C impurity levels were similar to those in the initial powder (except C, which increased in the AM process), but were higher than in wrought Ta controls. The authors believe that porosity and higher interstitial impurity levels account for lower thermal diffusivity, thermal conductivity, and specific heat in the AM samples.
The AM samples showed higher strength, but lower ductility versus wrought controls, which could also be explained by the porosity and interstitial impurities. In addition, the materials had columnar crystal grains and texture reflecting the laser scan direction, and this was reflected in directionality in mechan ical properties, and may partially account for thermal properties too (Fig. 5).
Molybdenum and tungsten Lukas Kaserer, Jakob Braun et al. , from the University of Innsbruck and Plansee SE, presented on Mo and W (concentrating on the former) in two consecutive, linked papers. They
summarised the basic difficulty of using the PBF-LB process for these refractory metals due to their high melting point and thermal conduc tivity, as well as their propensity to cracking from their high ductile-tobrittle transition temperature (DBTT) (W in particular) and low solubility of impurity elements - (oxygen in particular).
They noted that recycled unsin tered powder from the spaces between sintered parts would be used in commercial AM, and that such powder had increased O levels with each cycle. The thermal prop erties drive the use of high bed temperatures (their work described bed temperatures of 800°C and 1200°C). Using 30 μ m mean particle size Mo powder, simple test shapes were made by PBF-LB; the parts were found to be greatly inferior in strength than wrought, heat-treated Mo due to pre-existing cracks at high angle grain boundaries. Frac ture surface analysis showed oxide precipitates on crack surfaces, while scanning transmission electron microscopy (STEM) revealed O segre gation at grain boundaries.
Varying the O level in the starting powder helped reduce cracking, espe cially at a higher build temperature.
Metal Additive Manufacturing | Autumn 2022206 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Fig. 5 Electron backscatter diffraction of an inverse figure perpendicular to the build direction shows columnar growth and more random texture (Courtesy Oehlerking, Stawovy, M and Ohm, S, ‘Characterization
Using Laser Powder Bed Fusion L-PBF’) 5-componentIPF YX Z Area fraction (%) with plane normals // Y 500 µ m 2.1 <100> Full 0.578 <111> 51.4 <110> 28.9 <112> 6.73 <113> 500 µ m AM of refractory metals & hard materials
Fig. 6 (a) Agglomerated and sintered WC-12Co powder, showing powder morphology and (b) a cross-section of a powder agglomerate (Courtesy Fries, S; Vogelpoth, A; Kaletsch, A, Weisheit, A, and Broeckmann, C, ‘Effect of Thermal Post-treatment on Microstructure of Additively Manufactured Cemented Carbides’)
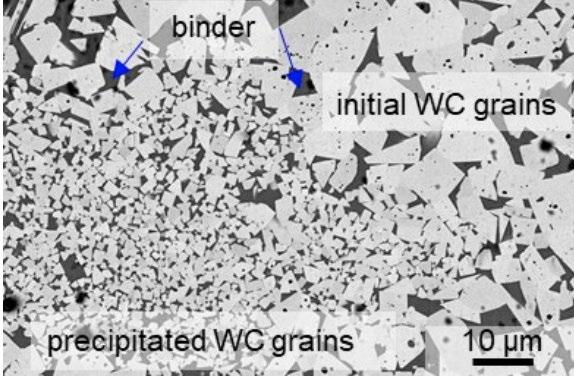
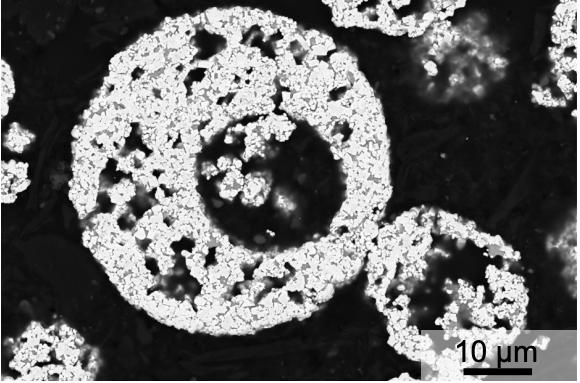
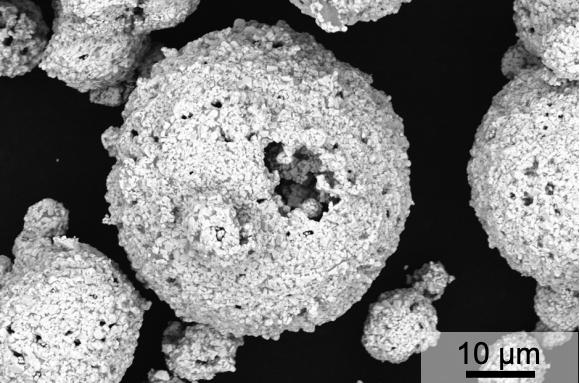
These results led to experiments with quite large C additions of up to 3.5 atomic.% (0.036 wt.%) which resulted in better densification (99% density was achieved), an ability to reduce powder bed temperature to 500°C, and greatly reduced crack formation leading to much higher strength values. The mechanisms are believed to be O removal by the C, as shown by the STEM analysis, and reduced liquidus temperature aiding sintering. In addition, Mo 2C inclusions and the undercooling effect due to C dissolved in the transient liquid phase reduced grain size and crystal lographic anisotropy.
With these modifications, the AM process produced Mo materials with similar strength to wrought and heat treated controls. It was noted that the resultant materials contained up to ~8 volume % Mo 2C and were thus quite different compositionally and microstructurally than conventionally processed controls, and that would have to be considered in specific applications.
Tungsten carbide-cobalt
Sophia Fries, et al., (RWTH Aachen University and Fraunhofer Institute for Laser Technology) described work done on a WC-12% Co material made by PBF-LB to improve its density, microstructure and properties using post heat treatment. The starting material was a nominally ultrafine (WC particle size ~0.4 μ m) WC-12%
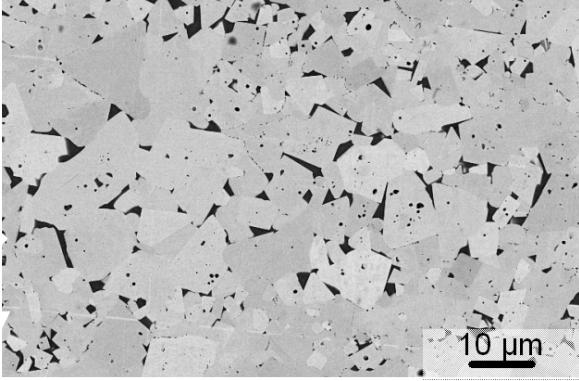
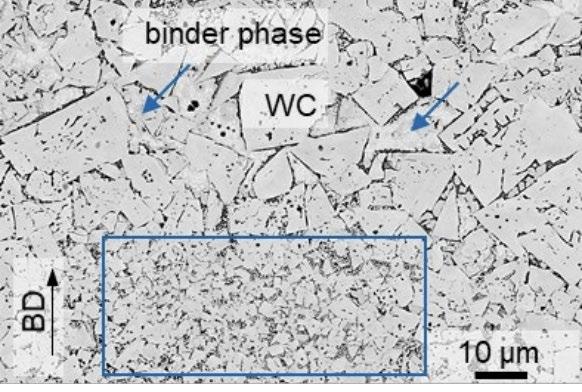
Co (no added grain growth inhibitor) thermal spray powder with a mean granule size of 38 μ m (Fig. 6). The PBF-LB process was carried out on a stainless steel build bed in a nitrogen atmosphere with a bed preheat temperature of 700°C, laser power of 240 W, scan speed of 1080 mm/sec in a ‘chessboard pattern’, 60 μ m hatch distance, 30 μ m layer thickness and 80 μ m beam diameter.
The resulting material, shown in Fig. 7, had 91% density with
non-uniform porosity elongated perpendicular to the build direction, and a non-uniform microstructure showing heat affected zone areas. Significant, and highly variable, grain growth to a mean of 2.5 μ m occurred, and undesirable W2C and WCx (x ~0.66) phases were detected by XRD analysis.
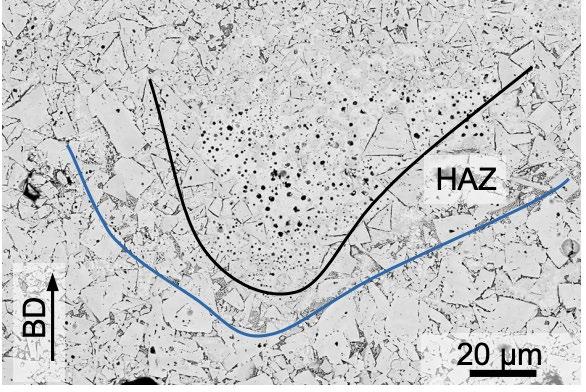
After a pressure sinter cycle at 1400°C with an Ar overpres sure of 5 MPa, density increased to 95% of theoretical, and average
Fig. 7 Top row: As-built microstructure of 5 mm: (a) heat affected zone and (b) binder phase. The bottom row shows the microstructure post-HIPed: (c) pronounced WC grain growth and (d) WC reprecipitation (Courtesy Fries, S.; Vogelpoth, A.; Kaletsch, A.; Weisheit, A. and Broeckmann, C., ‘Effect of Thermal Post-treatment on Microstructure of Additively Manufactured Cemented Carbides’)
Metal Additive Manufacturing | Autumn 2022 207Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
a) b) a) c) b) d) AM of refractory metals & hard materials
Fig. 8 Metallographic cross-sections of Mo (L) and W (R) built with PBF-EB. The Mo was manufacture at a beam power of 720 W, scan speed of 480 mm/s, and with a vertical build, while W was produced with a 900 W beam at 150 mm/s (Courtesy Kirchner, A; Dorow-Gerspach, D; Pilz, A; Klöden, B; and Weiss gärber, T, ‘Additive Manufacturing of Molybdeum and Tungsten by PBF-EB)
grain size increased to 3.2 μ m, but with an increase in range: the big grains got bigger, but, in addition, many fine grains precipitated out of large binder pool areas, which EDS analysis had indicated were supersat urated in W after the laser process. In addition, eta phase (Co 2W 4C) became very apparent.
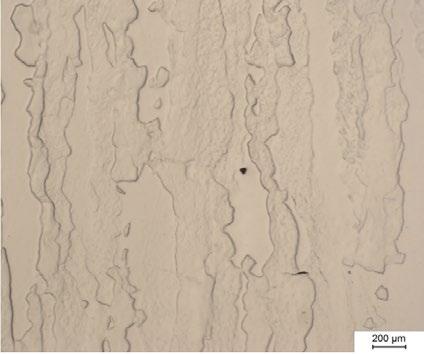
Overall, the phase mixtures indi cate a net loss of C during the laser processing. Three-point bend testing was done which showed strength increasing from 392 MPa to 1097
MPa, along with some improvement in Weibull modulus (a measure of spread) from 3.7 to 6.2 — note that conventionally processed hardmetal of such a composition would likely have a three-point bend strength value in the range 2500 to 3000 MPa, and a much higher Weibull modulus.
Some work was also done with Hot Isostatic Pressing (HIP) at 100 MPa of as-built material, but, due to a low temperature of 1100°C being employed, only a modest increase in density and strength was observed.
Electron Beam Powder Bed Fusion Materials
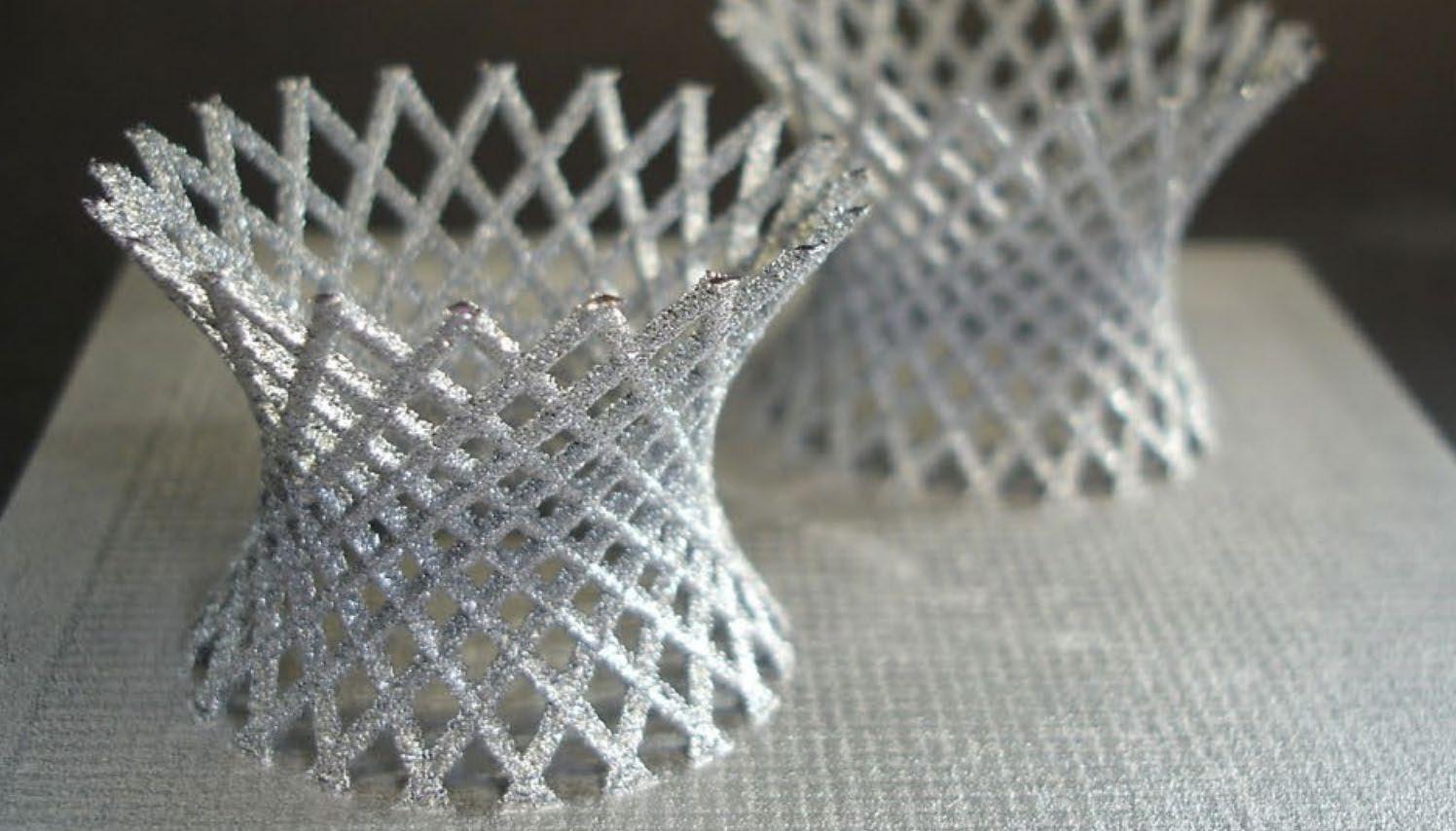
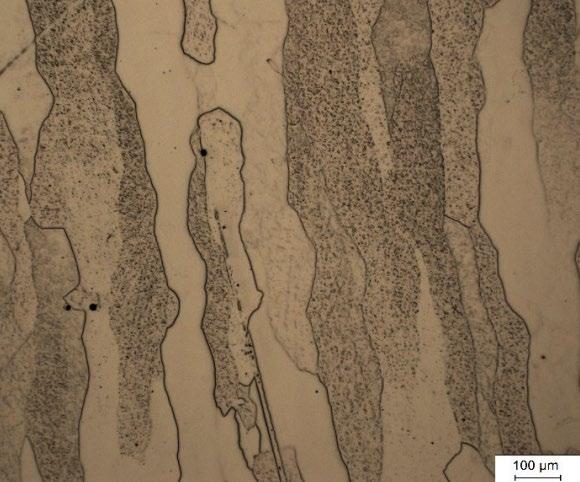
Alexander Kirchner et al (Fraunhofer IFAM Dresden, Forschungszentrum Jülich and Plansee SE) presented work on the PBF-EB of pure Mo, pure W, and Mo3Si1B (wt.%) producing test pieces for microstructural and mechanical property testing and (for W) high-heat flux testing. The target markets are nuclear fusion, hightemperature chemical synthesis and biomedical applications. Metal lographic cross-sections of Mo and W built with PBF-EB are shown in Fig. 8.
Molybdenum
For Mo, 57 μ m mean particle size, low-oxygen, spherical, fairly well flowing powder was used on powder beds preheated to the range 1050–1100°C. The powder was added in 50 μ m layers during the part build, and beam power levels in the range 180–1200 W were employed, in a previously evacuated chamber under very low partial pressure of He, using a range of scan speeds.
Fig. 9 Mo parts manufactured via PBF-EB (Courtesy Kirchner, A; Dorow-Gerspach, D; Pilz, A; Klöden, B; and Weiss gärber, T, ‘Additive Manufacturing of Molybdeum and Tungsten by PBF-EB)
Metal Additive Manufacturing | Autumn 2022208 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
AM of refractory metals & hard materials
Low power and high scan speeds resulted in only ~90% dense mate rial, but high power and a resultant high volumetric energy density of 300 J/ mm 3 enabled ~99.9% dense material to be produced, with large columnar grains of up to 1 mm in length. Ultimate tensile strength testing gave average values of 393 MPa and 3.5% elongation, but with a lot of scatter in both strength and ductility measures. Such values are characteristic of recrystallised conventionally processed Mo, but are well below wrought material. Some demonstration pieces were made, shown in Fig. 9.
Tungsten
For W, plasma-spheroidised pure material with a mean particle size of 63 μ m and excellent flow was used. A high beam power of 900 W and slow scan speed (creating a a volu metric energy density of 1000 J/mm 3) resulted in fully dense, apparently crack-free, material with a coarse columnar grain structure.
Vickers hardness (10 kg load) was 350 kg/mm 2 (similar to conven tionally processed recrystallised material) while three-point bend testing showed low ductility and strengths averaging 186 and 272 MPa, according to orientation with respect to build direction. Thin-walled demonstration parts were produced and in addition ‘ITER blocks’ (a
standard test piece for testing with respect to first wall applications in the ITER nuclear fusion reactor) were made and tested in a very high and pulsing heat flux rig which imitates thermal loads in a fusion reactor; the AM samples performed at least as well as conventional ecrystallised controls. These test parts are shown in Fig. 10.
Molybdenum-silicon-boron
This presentation also briefly mentioned work with Mo3Si1B powders in the 63–150 μ m particle size range using bed temperatures of 1000-1200°C; this condition combined with optimised param eters produced dense, crack free material with at least 1200 Mpa mean three-point bend strength.
In their summary, the authors cautioned their audience on two key practical points: 1) in order to work with the raking system to form
flat layers at very high temperatures, very expensive plasma-spheroidised powder was required and 2) to make fully dense parts, a slow build rate of only 3–5 cm 3/hr was possible with their equipment.
Cold Spray Additive Manufacturing
Markus Brotsack, of Impact Innova tions GmbH, gave a good introduction to the Cold Spray Additive Manufac turing (CSAM) process. The process, especially as applied to refractory metals, is not really ‘cold' – the term refers to the fact that, with this process, the metal particles are not melted. It is a variant of the thermal spray family of processes and works by feeding one or more metal powders into a high-pressure (up to ~6 MPa) gas (usually nitrogen or helium), preheated to up to 1100°C immediately
Metal Additive Manufacturing | Autumn 2022 209Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
Fig. 10 Tungsten parts manufactured via PBF-EB. (L) Pyramids 30, 20 and 10 mm edge length and (R) ITER-type 28 x 27 x 12 mm monoblocks with an off-centre hole (Courtesy Kirchner, A; Dorow-Gerspach, D; Pilz, A; Klöden, B; and Weiss gärber, T, ‘Additive Manufacturing of Molybdeum and Tungsten by PBF-EB)
“The powder particles are propelled at a velocity of up to Mach 3 (~2000 mph) toward a substrate or mandrel, and their kinetic energy on impact deforms the particles so that they form a fully dense, adherent layer.”
AM of refractory metals & hard materials
prior to passing through a de Laval nozzle. The powder particles are propelled at a velocity of up to Mach 3 (~2000 mph) toward a substrate or mandrel, and their kinetic energy on impact deforms the particles so that they form a fully dense, adherent layer.
Brotsack discussed several bene fits of the process: the lack of need to melt the metal powders, very minimal oxidation of the deposited material, no thermal effects on the deposited layer, high material utilisation, a dense microstructure with a grain size reflecting the feedstock metal particle size, multipowder (including blended metallic with superhards or ceramics) capability allowing composite and/or layered coatings, high deposition rate of up to 10 kg/h, and suitability for automation.
Several examples were presented including composite WC/stainless steel coatings to improve the wear
and corrosion resistance of brake rotors (Fig. 11), layered alloyed Cu/ Ni rocket nozzles. Refractory metals were also referenced as having been successfully deposited.


Key takeaways
This article has been prepared by an expert in the refractory metals and hard materials industry, with many years’ experience in this area, but who admits to being a relative newcomer to the world of Additive Manufacturing. However, in attending this Plansee Seminar and taking onboard the knowledge shared by the many highly qualified presenters during this event, the author believes that the following summary state ments are reasonable.
Based on the papers presented, it is clear that PBF-LB and EB are being actively investigated by the industry
for refractory metals and have also been tested on cemented carbides. While there is promise here, and some success, the processes in their current states are operating at the limits of their abilities.
Refractory metals have very high melting points and thermal conductivity, thus requiring very high heat inputs, and must be effec tively deoxygenated to achieve good properties. Because of this, PBF-EB has seen better success rates, as it uses higher-energy beams in a near-vacuum environment. Even that, however, has its drawbacks: the very high temperatures required, being close to onset of solid-state sintering, means that plasmaspheroidised powders are required to allow the feed raking mechanisms to work properly, and build rates are slow.
While PBF-LB has been shown to work quite well for Ta, producing materials with properties close to those conventionally processed, it worked less well for the processing of W, Mo and cemented carbides, where the presence of O was delete rious, embrittling refractory metals and causing C loss in cemented carbides.
It is useful to remember that refractory metals and cemented carbides use vacuum or hydrogen –or a cycle using both – for sintering [6]. Such environments effectively remove any oxygen present as surface layer metal oxides, either
Metal Additive Manufacturing | Autumn 2022210 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Fig.
11
Coating 430L with different percentages of WC: a) 40 wt.%, b) 60 wt.% and c) 80 wt.% (Courtesy Impact Innovations)
a) b) c)
“PBF-LB and EB are being actively investigated by the industry for refractory metals and have also been tested on cemented carbides. While there is promise here, and some success, the processes in their current states are operating at the limits of their abilities.”
AM of refractory metals & hard materials
by ‘pumping it off’ as CO 2 or CO made by a reaction with some C present, or by H 2 reduction and removal as water vapour. In turn, this aids sintering, and avoids embrittlement through either the presence of O at grain boundaries, or undesired phase composition shifts.
Some of the work presented at the seminar, and in prior work, investi gates alternative ways to remove O – in particular, the addition of signifi cant C levels. These, however, also result in significant carbide phases in the end product. To this author, such an approach represents ‘modifying the material to fit the process’ rather than ‘modifying the process to fit the material.’
Colleagues with the necessary expertise will know how practi cable it is to design and run laser beam equipment with a vacuum or hydrogen atmosphere, as opposed to the nitrogen or inert gas generally used. That said, the presentations at Plansee 2022 contained several examples of materials matching or closely approaching their recrystal lised conventional controls, with properties adequate for some appli cations, plus the near-net shape benefit of AM.
The 21 st Plansee Seminar will be held in three years’ time, in May/June 2025. It will certainly be fascinating to see how much further progress the Additive Manufacturing of refractory metals will have made by then.
Author Bernard North North Technical Management, LLC Greater Pittsburgh Area Pennsylvania, USA bnorth524@msn.com
References
[1] 'Historic traditions and new innovations: refractory metals and hard materials at the 20th Plansee Seminar,' by Bernard North, in PM Review , Autumn 2022 (Vol. 11 No. 3)
[2] 'Sinter-based Additive Manufac turing at the 20th Plansee Seminar on Refractory Metals and Hard Materials,' by Bernard North, in PIM International , September 2022 (Vol. 16 No. 3)
[3] Electron Beam Powder Bed Fusion Additive Manufacturing of Refrac tory Metals. C Ledford et al. MPIF Advances in Tungsten, Refractory, and Hard Materials 2021.
[4] Dry sliding wear behavior of addi tive manufactured CrC-rich WC-Co cemented carbides. E Iakovakis et al Wear Vol. 486-487, 15 Dec 2021, 204127
[5] 'Headmade Materials and Cold Metal Fusion: An innovative approach to sinter-based Additive Manufac turing,' by Dr Georg Schlieper, in PIM International , September 2021 (Vol. 15 No. 4)
[6] Sintering of Tungsten and Molyb denum, and Vacuum Sintering to Full Density. R Cheney, GTE Products, Beyond Discovery
Metal Additive Manufacturing | Autumn 2022 211Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
AM of refractory metals & hard materials







Congress & Exhibition europm2023.com 1 - 4 October 2023 Lisbon, Portugal EURO POWDER METALLURGY FIRST ANNOUNCEMENT
Additive Manufacturing needs you: Why you and your company should get involved in standards development
The development and communication of standards is vital to building customer confidence and trust in Additive Manufacturing, and it is only by building that trust that the industry can advance its adoption across a wider range of markets and applications. In this article, Khalid Rafi, ASTM International, and Shane Collins, Wohlers Associates, highlight the importance of standards, outline the standards development process, and explain why individuals employed within the AM industry should seek to involve themselves in this process.
As Additive Manufacturing advances to new and diverse applications across different industry sectors, standardisation is crucial to driving growth. A standard is a vehicle that facilitates a transaction between two parties such that both parties under stand exactly what is transacted. As these standards are developed through a consensus process, and the requirements are communicated more clearly, product acceptability can be increased. Developing and communicating standards in this way builds customer confidence and trust; this is particularly important for new and emerging technologies such as Additive Manufacturing.
Standards are used by industry, government, and academia. In industry, they are often used in areas such as testing, inspection, and certification. They can also be used to facilitate specific activities and validate material quality and perfor mance, as well as to qualify new machines and processes. Government agencies use standards as a refer ence and baseline for policy-making and legislation. This is particularly true in heavily regulated industries
such as aerospace and health care, where product safety is of utmost importance. Standards are used in academic research to provide a common set of terminology and test procedures.
Standards are created by stand ards development organisations (SDOs), which are grouped under
international, regional, and national levels. Examples of international SDOs include ISO, ASTM Interna tional, AWS, SAE, etc. At the regional level, they include CEN for the member countries of the European Union. National organisations include ANSI (US), DIN (Germany), BSI (UK), and AFNOR (France).
Metal Additive Manufacturing | Autumn 2022 213Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFStandards: AM needs you!
Fig. 1 Categories of standards according to ASTM International
Standard Guides Standard Practices Standard Specifications Test Methods Terminology and Vocabulary Types of Standards
Someone Recognizes the Need for:
better test…
new specification…
safer product...
Task Group: Convene Key Stakeholders
•6-8 people is ideal
a work item
and discuss
drafts in person
online
Marketplace Use*
•Manufacturers
Trade associations
develops related
needed
Online and Print Publication
International sta
draft
ASTM International Committee on Standards: Review and Approval
review
necessary
Main Committee (and Society): Widen the Lens
•E-ballot standard
any negatives
to subcommittee,
Subcommittee: Bring in More Experts
•E-ballot the draft standard
negative votes
comments
•E-ballot again or advance to main committee
*ASTM publicizes purpose and availability of the standard.
standard development process at ASTM International
Types of standards
Standards are categorised based on their intended purpose and use. Within ASTM International, there are five common types of standards:
• ‘Standard guides’ are informa tive and describe a process or technology
• ‘Standard practices’ have norma tive requirements regarding a process or technology
• ‘Standard specifications’ have strict requirements such as for materials

• ‘Test methods’ establish require ments for a testing protocol
• ‘Terminology’ or ‘vocabulary’ provides accurate communication
These five categories provide user education (informative) about products and services as well as setting upper and lower limits on required content (normative). This approach is extremely important for emerging technologies because many products and services are evolving quickly, making concise transactions troublesome. Additive Manufacturing, as an emerging technology, has significantly benefited from ASTM standardisation efforts.
AM standards development
Understanding the need for stand ards in driving the industrialisation of AM, several international and national SDOs are involved in devel
oping AM standards. Out of many SDOs, ASTM and ISO take the lead role in this initiative.
ASTM International Committee F42 on Additive Manufacturing Tech nologies was the first committee specifically created to develop standards on AM. This committee, in fact, defined the term ‘Additive Manufacturing’ in the first termi nology standard, published soon after the committee was formed in 2009. Committee F42 has grown from a handful of industry subject matter experts to more than 1,100 members from forty countries. These members cover multiple industries that impact a significant portion of the AM ecosystem.
As the committee and technical content of the standards evolved over the years, so have the expertise and background of the members. The F42 Committee includes experts in materials, processes, testing methodologies, big data, safety, and many other aspects of AM. A diverse and experienced membership is necessary to approve and publish consensus-based standards. The ASTM requires 100% agreement by the membership that a standard is accurate, relevant, and meets the needs of industry.
A significant amount of effort is involved in the consensus process, particularly for normative standards. To accelerate the standard development process and efficiently use the AM technical expertise, ASTM has signed a partnership agreement with ISO to develop Additive Manufacturing standards jointly. Based on the agreement, ISO/ TC 261, the committee for Additive Manufacturing at ISO, joined with ASTM F42 to create robust industryrelevant AM standards.
Getting involved in the standards development process
The stakeholders involved in standards development serve as a microcosm of the broader industry. Being involved in the development
Metal Additive Manufacturing | Autumn 2022214 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Standards: AM needs you!
www.astm.org/join
•Address
and comments •Back
if needed
•Register
•Circulate
initial
and
•Address
and
•Governments •
•Consumers •ASTM
services as
•ASTM
formats final
•Process
if
(e.g., handling of negatives)
• A
• A
A
Fig. 2 The
of standards for an emerging tech nology, such as AM, can provide great insight into the maturity of the AM industry. Experts from multiple domains come together to create these standards; this also provides unparalleled access to industry experts for technical advice and networking opportunities. Further more, the collaboration between ISO and ASTM opens the door to a broader pool of domain experts to exchange ideas.

Alison Park, Deputy Tech Fellow of Materials, NASA NESC, commented on NASA’s involvement in standards development, “Being involved as an active participant in voluntary consensus standards development organisations (SDO) is important to NASA. We are highly encouraged to facilitate the standard development activities as well as their adaptation for use to meet NASA’s needs. For a short time, I have been involved in SDOs, including ASTM F42. It has been a rewarding experience to lead and contribute to critical AM stand ards development.”
While the underlying principles of the standard development process across different SDOs are essen tially the same, subtle differences exist in structure and requirements. Each SDO applies its own rules and methodologies to the standard devel opment process.
Fig. 2 shows a typical standard development process at ASTM Inter national. The standard development process includes multiple stages before a new standard is created. Different levels of involvement are needed during the drafting stages of the standard.
Because it takes about two years to progress from work item registra tion to an approved standard, the relationships within task groups can become quite close. Working together for a common goal creates bonds that can last for quite some time, and task group mates can become new customers. Being involved with customers on standards development can offer you the chance to demon strate your technical expertise and credibility in marketing efforts.
The state of AM standards
A review of ASTM standards paints a broad picture of the state of the industry. As of the date of this article, six AM test methods, eight design guides, and eighteen standards for materials and processes have been published. Also available are four standards for AM applications, one on data, and one on terminology. New standards are approved on a regular basis, and staying current requires involvement in the Committee and regular meeting attendance. Being engaged in F42 is, therefore, a useful way of staying up to date on the developing markets for AM.
ASTM F42’s committee member ship has grown rapidly in the past years, with strong representation
from all relevant stakeholders. The members of the committee fall into three general categories:
• Members who sign up for all of the subcommittees to monitor the standards development process
• Members who actively participate in task groups of interest as they are formed
• Members who specifically join F42 to publish a standard they believe will help their company prosper
The first two types of member are important. The third type, however, has the most drive and willingness to work overtime and deal with multiple interests to create a new standard. The expertise provided by more
Metal Additive Manufacturing | Autumn 2022 215Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFStandards: AM needs you!
“New standards are approved on a regular basis, and staying current requires involvement in the Committee and regular meeting attendance. Being engaged in F42 is, therefore, a useful way of staying up to date on the developing markets for AM.”
Fig. 3 Ideas for standardisation are primarily industry-initiated
than 1,100 members is extensive, and the opportunity to interact and exchange ideas with so many experts is invaluable.
“Participating in the development of AM standards has allowed me to use my experience and know-how in the automotive manufacturing industry in a way that can help advance the use of AM more broadly across all manufacturing sectors,” stated Ellen Lee, Technical Leader AM Research, Ford Motor Company. “Since joining, I have enjoyed expanding my network and having discussions with fascinating people and thought leaders.”
The most relevant standards to an individual are those that affect their company. The same is true when there is no standard available; customer disputes can often become the basis for registering a work item with ASTM. Consider a case where the customer expectations did not align with the deliverable. This is likely due to a lack of explicit instruc tions, which would have been agreed upon in a standard, and offers a good opportunity for the customer or vendor to register a work item with ASTM that will prevent future misunderstandings.
Another unique situation involves the combination of outcomes from several research projects to support standardisation. With development being a consensus-based process, it often takes two or more years to publish a standard. This is primarily because of the lack of historical data to define certain requirements.
To reduce time-to-market, ASTM introduced the concept of researchto-standards through its Additive Manufacturing Center of Excellence (AM CoE). The CoE helps generate data to form the basis for regis tering a work item that eventually becomes a standard. This targeted research for standards is based on ideas from committee members, performed at partner organisa tions, and funded by ASTM. As a committee member, sharing ideas becomes key in shaping AM stand ards and a significant contribution to the AM community.
Of course, involvement in stand ards development activities also looks good on a resume, and can distinguish one applicant from the crowd. This demonstrates not only the technical experience gained from being on a task group, but also shows that the candidate is willing
to give back to the AM community in their own time. In many cases, an individual involved in stand ards development activities works outside of typical business hours in order to participate in conference calls and in-person meetings.
Therefore, getting involved in the standards development process brings both tangible and intangible benefits. Being part of a team that is developing industry-relevant and globally recognised standard documents offers a sense of accom plishment. Working on a standard for many months and finally seeing it published results in pride, exhila ration, and optimism.
Getting involved in ASTM stand ards development is easy. In fact, membership in ASTM is not required to get involved, unless you wish to vote on balloted standards. In order to vote, you can join as an individual member or as an organisation. After joining ASTM, sign up for F42 and select the subcommittee(s) of interest. ASTM will provide proper guidance on navigating the stand ards development process through on-demand complimentary webi nars. Good luck, and thank you for your hard work to advance our industry!
Authors Khalid Rafi, ASTM International, and Shane Collins, Wohlers Associates
krafi@astm.org scollins@astm.org
www.astm.org www.wohlersassociates.com
Metal Additive Manufacturing | Autumn 2022216 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
“The most relevant standards to an individual are those that affect their company. The same is true when there is no standard available; customer disputes can often become the basis for registering a work item with ASTM.”
Standards: AM
needs you!
METAL AM
TO OUR E-NEWSLETTER SUBSCRIBE
The Metal Additive Manufacturing
e-newsletter is sent to key metal AM industry professionals worldwide, twice a week. Register today to ensure you benefit from reading the latest industry news and advances in metal AM.

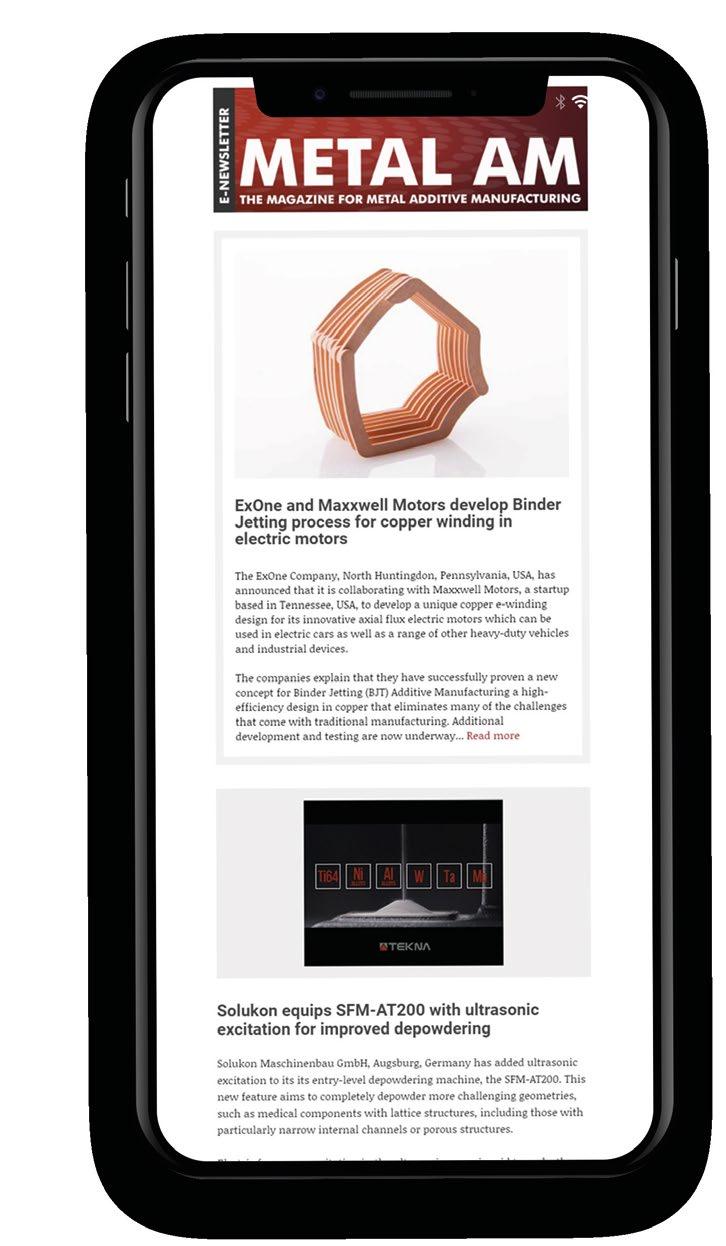
E-newsletter subscribers also benefit from a free digital subscription to Metal AM magazine. As soon as each new issue is available we’ll send you an email containing a direct link to your free digital copy.
www.metal-am.com/subscribe-to-
www.metal-am.com
Metal Additive Manufacturing | Autumn 2022 217Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
the-metal-additive-manufacturing-enewsletter COMMUNICATIONS INOVAR
SEE US AT 11.0 A59
Industry events
Metal AM magazine is dedicated to driving awareness and development of metal Additive Manufacturing and its related technologies. Key to this aim is our support of a range of international partner conferences and exhibitions. View our complete events listing on www.metal-am.com
3D Print Congress & Exhibition Paris October 19–20, Paris, France www.3dprint-exhibition-paris.com
EuroBLECH 2022 October 25–28, Hannover, Germany www.euroblech.com
ICAM2022 International Conference on Additive Manufacturing October 31–November 4, Orlando, FL, USA www.amcoe.org/icam2022

2022 2023
Formnext November 15–18, Frankfurt, Germany www.formnext.com
Space Tech Expo Europe 2022 November 15–17, Bremen, Germany www.spacetechexpo.eu

Hagen Symposium 2022 November 24–25, Hagen, Germany www.pulvermetallurgie.com/symposium-termine/ symposium-aktuell
MIM2023
February 27–March 1, Costa Mesa, CA, USA www.mim2023.org
Fraunhofer Direct Digital Manufacturing Conference (DDMC) 2023 March 15–16, Berlin, Germany www.ddmc-fraunhofer.de
Metal Additive Manufacturing | Autumn 2022218 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Events guide
Download our app for Apple and Android devices...
AMUG 2023
March 19–23, Chicago, IL, USA www.amug.com
EBAM 2023 – International Conference on
Electron Beam Additive Manufacturing
March 22–24, Erlangen, Germany www.ebam.fau.de
Hannover Messe 2023
April 17–21, Hannover, Germany www.hannovermesse.de
RAPID + TCT
May 2–4, Chicago, IL, USA www.rapid3devent.com
TCT 3Sixty
June 7–8, Birmingham, UK www.tct3sixty.com
World Titanium Conference 2023 (Ti-2023)
June 12–16, Edinburgh, Scotland www.iom3.org/events-awards/world-titaniumconference-2023.html
PowderMet2023 / AMPM2023
June 18–21, Las Vegas, NV, USA www.powdermet2023.org / www.ampm2023.org
MAPP Second International Conference
June 28–29, Sheffield, UK www.mapp.ac.uk/events/mapp-2nd-internationalconference
AM Forum Berlin
July 4–5, Berlin, Germany www.am-forum.eu
EMO Hannover 2023
September 18–23, Hannover, Germany www.deutschemesse.co.uk/emo
Euro PM2023
October 1–4, Lisbon, Portugal www.europm2023.com
If you would like to see your Metal Additive Manufac turing related event listed in this magazine and on our websites, please contact Kim Hayes: kim@inovar-communications.com

and access all our back issues for free!
Metal Additive Manufacturing | Autumn 2022 219Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFEvents guide
Advertisers’ index & buyer’s guide
Our advertisers’ index and buyer’s guide serves as a convenient guide to suppliers of AM machines, materials, part manufacturing services, software and associated production equipment. In the digital edition of Metal AM magazine, available at www.metal-am.com or via the Metal Additive Manufacturing app, simply click on a company name to view its advert, or on the weblink to go directly to its website.
AM MACHINES
Laser Beam Powder Bed Fusion (PBF-LB)
3D Systems, Inc. 06 www.3dsystems.com
AMCM GmbH 67 www.amcm.com
EOS 53 www.eos.info
Eplus3D 64 www.eplus3d.com
Farsoon Technologies 59 www.farsoon.com
GF Machining Solutions 23 www.gfmsadditive.com
Guangdong Hanbang 3D Tech Co., Ltd. 85 en.hb3dp.com
Intech Additive Solutions Private Limited 90 www.intechadditive.com
Prima Industries S.P.A. 19 www.primaadditive.com
TRUMPF SE + Co. KG 43 www.trumpf.com
Velo3D, Inc. 27 www.velo3d.com
Curious about advertising?
Contact Jon Craxford for a copy of our 2023 Media Pack - jon@inovar-communications.com

Electron Beam Powder Bed Fusion (PBF-EB)
Freemelt AB 94 www.freemelt.com
JEOL Ltd. 35 www.jeol.co.jp
pro-beam Group 32 www.pro-beam.com
Wayland Additive Limited 91 www.waylandadditive.com
Binder Jetting (BJT)
Desktop Metal, Inc. OBC www.desktopmetal.com
Digital Metal 10 www.digitalmetal.tech
Ricoh UK Products Limited 84 rapidfab.ricoh-europe.com
Metal Additive Manufacturing | Autumn 2022220 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Advertisers’ index / buyer’s guide
2. WEBSITE // 37% AMERICAS 26% USAGE BY DEVICE DESKTOP 61% ANNUAL TRAFFIC METAL AM 5-7 MAGAZINE: DIGITAL + PRINT // 12-13 RATES // // 2022 Media Pack platform for the metal Additive Manufacturing 3D printing industry
Material Extrusion (MEX)
Rapidia Tech Inc
www.rapidia.com
Material Jetting (MJT)
GROB-WERKE GmbH & Co. KG 122 www.grobgroup.com
Xerox Corporation
www.xerox.com
Hybrid AM
Matsuura Machinery Ltd 113 www.matsuura.de
Directed Energy Deposition (DED)
CHIRON Group SE 54 www.chiron-group.com
Nikon Corporation 57 www.nikon.com
SBI Gmbh 118 www.sbi.at
TRUMPF SE + Co. KG 43 www.trumpf.com
Vat Photopolymerisation (VPP)
Incus GmbH
www.incus3d.com
Lithoz GmbH
www.lithoz.com
Cold Spray
SPEE3D
www.spee3d.com
LASERS & LASER
TECHNOLOGY
nLIGHT, Inc.
www.nlight.net
Alphabetical index
3D Print Paris 172
3D Systems, Inc. 6
Accurate Brazing Corporation 30
Addiblast by FerroECOBlast 60
AddiMap - The AM Platform 62
ADDTEC3DM TM 115
AM 4 AM s.à.r.l 74
AM Solutions - Rösler Group 17
AMAZEMET Sp. z o. o. 89
AMCM GmbH 67
AMUG 146
Angst+Pfister Sensors and Power AG 22
ANSYS, Inc 120
Arcast Inc. 52 /114
ATM Qness GmbH 65
AZO GmbH + Co. KG 106
Barnes Global Advisors 202 Blue Power Casting Systems GmbH 72
Bodycote 49
Burloak Technologies 50 Carpenter Additive 81 Centorr Vacuum Industries 126
CHIRON Group SE 54 CM Furnaces Inc. 36
CNPC Powder Group Co., Ltd. 31 Comet Yxlon 61
Constellium SE 111
DCM Tech Corporation 99
Desktop Metal, Inc. Outside back cover
Digital Metal 10
DSH Technologies 123
ECKART GmbH 107
ECM Technologies 88
EDM Network Inc. 104
EDM Performance Accessories, Inc. 130
Elnik Systems 14
Eltra GmbH
EOS
Metal Additive Manufacturing | Autumn 2022 221Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFAdvertisers’ index / buyer’s guide
51
53 more >>>
13
28
102
79
82
127
Eplus3D 64
Equispheres 20
Euro PM2023 212
Extrude Hone Ltd 33
Farsoon Technologies 59
Formnext 134
Freemelt AB 94
Gasbarre Products, Inc. 92
GF Machining Solutions 23
GKN Additive 75
Gränges AB 109
Grenzebach Maschinenbau GmbH 69
GROB-WERKE GmbH & Co. KG 122
Guangdong Hanbang 3D Tech Co., Ltd. 85
Hexagon Products Development Pvt Ltd. 110
HK Technologies 24
Höganäs AB 47
IB Additive 86
IMR Metal Powders Technologies GmbH 56
Incus GmbH 102
Indo-MIM 117
Intech Additive Solutions Private Limited 90
JEOL Ltd. 35
Kennametal Inc. 80
Kensington Additive 125
Kittyhawk, Inc. 39
KOLIBRI Metals GmbH Inside back cover
Kymera International 93
LD Metal Powders 128
Linde plc 103
Lithoz GmbH 79
LÖMI GmbH 116
MAM Solutions 58
Materials Solutions Limited 71
Material Technology Innovations Co., Ltd 108
Matsuura Machinery Ltd 113
Metalpine GmbH 18
Microtrac Retsch GmbH 73
MIM2023 194
Mimete S.r.l. 78
PRE & POST-PROCESSING TECHNOLOGY
Addiblast by FerroECOBlast 60 www.addiblast.com
AM Solutions - Rösler Group 17 www.solutions-for-am.com
DCM Tech Corporation 99 www.dcm-tech.com
EDM Network Inc. 104 www.edmnetwork.com
EDM Performance Accessories, Inc. 130 www.edmperformance.com
Extrude Hone Ltd 33 www.extrudehone.com
GF Machining Solutions 23 www.gfmsadditive.com
IB Additive 86 www.ib-additive.com
RENA Technologies Austria GmbH 97 www.rena.com
Rollwasch® Italiana S.p.a. 48 www.rollwasch.it
Solukon Maschinenbau GmbH 55 www.solukon.de
TOP Environmental Technology 87 www.iectop.com
PROCESS MONITORING & CALIBRATION
Atmosphere analysis
Angst+Pfister Sensors and Power AG 22 sensorsandpower.angst-pfister.com
Process Sensing Technologies 105 www.processsensing.com
Laser calibration
Ophir Optronics Solutions Ltd 70 www.ophiropt.com
PROCESS AUTOMATION
Grenzebach Maschinenbau GmbH 69 www.grenzebach.com
Metal Additive Manufacturing | Autumn 2022222 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Advertisers’ index / buyer’s guide
more >>>
HEAT TREATMENT & SINTERING
Sintering, debinding and heat treatment systems
Centorr Vacuum Industries 126 www.vacuum-furnaces.com
CM Furnaces Inc. 36 www.cmfurnaces.com
ECM Technologies 88 www.ecm-furnaces.com
Elnik Systems 14 www.elnik.com
Gasbarre Products, Inc. 92 www.gasbarre.com
LÖMI GmbH 116 www.loemi.com
MUT Advanced Heating GmbH 38 www.mut-jena.de
T-M Vacuum Products Inc 132 www.tmvacuum.com
TAV Vacuum Furnaces SPA 95 www.tav-vacuumfurnaces.com
Toll debinding & sintering
DSH Technologies 123 www.dshtech.com
Gas & gas generation
Linde plc 103 www.linde-gas.com
NEL Hydrogen 98 www.nelhydrogen.com
AM SOFTWARE
Process parameters & material data
AddiMap - The AM Platform 62 www.addimap.com
Design & simulation
ANSYS, Inc 120 www.ansys.com
MUT Advanced Heating GmbH 38
NEL Hydrogen AS 98
Nikon Corporation 57
nLIGHT, Inc. 127
Oerlikon AM 37
Ophir Optronics Solutions Ltd 70
Phoenix Scientific Industries Ltd 45
PowderMet2023 / AMPM2023 184
Praxair S.T. Technology, Inc Inside front cover
Prima Industries S.P.A. 19
pro-beam Group 32
Process Sensing Technologies 105
Quintus Technologies AB 101
Rapidia Tech Inc 28
RENA Technologies Austria GmbH 97
Ricoh UK Products Limited 84 Rio Tinto 29
Rollwasch ® Italiana S.p.a. 48
S&S Scheftner GmbH 124
SAFINA a.s. 96
Sandvik Additive Manufacturing 25
SBI Gmbh 118
Seurat Technologies 4 Sintavia, LLC 44
Solukon Maschinenbau GmbH 55
Space Tech Expo Europe 158
SPEE3D 82
T-M Vacuum Products Inc 132
TANIOBIS GmbH 77
TAV Vacuum Furnaces SPA 95
Tekna 8
TOP Environmental Technology 87
TRUMPF SE + Co. KG 43
Ultra Fine Specialty Products 83
VBN Components AB 63
VDM Metals 41
Velo3D, Inc. 27
voestalpine Additive Manufacturing 119
Wayland Additive Limited 91
Wohlers Associates 133
Xerox Corporation 13
ZEISS International 21
Metal Additive Manufacturing | Autumn 2022 223Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDFAdvertisers’ index / buyer’s guide
POWDERS, POWDER PRODUCTION AND ANALYSIS
Metal powders
AM 4 AM s.à.r.l 74 www.am-4-am.com
Arcast Inc. 52 /114 www.arcastinc.com
Carpenter Additive 81 www.carpenteradditive.com
CNPC Powder Group Co., Ltd. 31 www.cnpcpowder.com
Constellium 111 www.constellium.com
ECKART GmbH 107 www.eckart.net
Equispheres 20 www.equispheres.com
GKN Additive 75 www.gknpm.com
Gränges AB 109 www.granges.com
Höganäs AB 47 www.hoganas.com
IMR Metal Powders Technologies GmbH 56 www.imr-metalle.com
Kennametal Inc. 80 www.kennametal.com
KOLIBRI Metals GmbH IBC kolibri.de.com
Kymera International 93 www.kymerainternational.com
LD Metal Powders 128 www.ldpowder.com
Material Technology Innovations Co., Ltd. 108 www.mt-innov.com
Metalpine GmbH 18 www.metalpine.at
Mimete S.r.l. 78 www.mimete.com
Oerlikon AM 37 www.oerlikon.com
Praxair S.T. Technology, Inc IFC www.praxairsurfacetechnologies.com
Rio Tinto 29 www.riotinto.com
S&S Scheftner GmbH 124 www.scheftner.dental
SAFINA a.s. 96 www.safina.ro
Sandvik Additive Manufacturing 25 www.additive.sandvik
TANIOBIS GmbH 77 www.taniobis.com
Tekna 08 www.tekna.com
Ultra Fine Specialty Products 83 www.ultrafinepowder.com
VDM Metals 41 www.vdm-metals.com
Feedstock mixers
Hexagon Products Development Pvt Ltd. 110 www.alphiemixer.com
For more information contact Jon Craxford, Advertising Sales Director Tel: +44 207 1939 749 jon@inovar-communications.com
Metal Additive Manufacturing | Autumn 2022224 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |
Wish you were here? THE MOST COMPREHENSIVE ONLINE RESOURCE FOR THE METAL AM INDUSTRY 2. WEBSITE // The Metal AM website is now firmly go-to resource on all aspects of As well as hosting complete freemagazine, our website offers extensive industry news technical content. With specific focus on metals, first point of reference for companies EUROPE ASIA/ROW 37% 26% USAGE BY DEVICE DatabasedonNov2020-Oct2021 **DatabasedonDecember2021analysis ANNUAL TRAFFIC 8 Average page loads per month* Average sessions per month* Year on year session growth 61,661 43,391 36% METAL AM 5-7 8-9 WEBSITE // E-NEWSLETTER // 12-13 RATES // 14 CONTACT // // 2022 Media Pack The international media platform for the metal Additive Manufacturing / 3D printing industry Advertisers’ index / buyer’s guide
Atomisers
AMAZEMET Sp. z o. o. 89 www.amazemet.com
Arcast Inc. 52 /114 www.arcastinc.com
Blue Power Casting Systems GmbH 72 www.bluepower-casting.com
Phoenix Scientific Industries Ltd 45 www.psiltd.co.uk
Tekna 08 www.tekna.com
Powder processing, classification & analysis
ATM Qness GmbH 65 www.qatm.com
Blue Power Casting Systems GmbH 72 www.bluepower-casting.com
Eltra GmbH 51 www.eltra.com
HK Technologies 24 www.hksieve.com
Microtrac Retsch GmbH 73 www.microtrac.com
HIP SYSTEMS & SERVICES
Accurate Brazing Corporation 30 www.accuratebrazing.com
Bodycote 49 www.bodycote.com
Kittyhawk, Inc. 39 www.kittyhawkinc.com
Quintus Technologies AB 101 www.quintustechnologies.com
INSPECTION & CALIBRATION
X-ray CT systems
Comet Yxlon
yxlon.comet.tech
ZEISS International
www.zeiss.com
PART MANUFACTURERS
ADDTEC3DM TM 115 www.addtec3dm.com
AM Solutions - Rösler Group 17 www.solutions-for-am.com
AZO GmbH + Co. KG 106 www.azo.com
Burloak Technologies 50 www.burloaktech.com
GKN Additive 75 www.gknpm.com
Indo-MIM 117 www.indo-mim.com
Intech Additive Solutions Private Limited 90 www.intechadditive.com
Kennametal Inc. 80 www.kennametal.com
KOLIBRI Metals GmbH IBC kolibri.de.com
Materials Solutions Limited 71 www.materialssolutions.co.uk
Oerlikon AM 37 www.oerlikon.com
Ricoh UK Products Limited 84 rapidfab.ricoh-europe.com
Sandvik Additive Manufacturing 25 www.additive.sandvik
Seurat Technologies 04 www.seuratech.com
Sintavia, LLC 44 www.sintavia.com
VBN Components AB 63 www.vbncomponents.com
voestalpine Additive Manufacturing 119 www.voestalpine.com
Metal Additive Manufacturing | Autumn 2022 225Vol. 8 No. 3 © 2022 Inovar Communications Ltd | contents | news | events | advertisers | print sub | e-newsletter | GETPDF
61
21
Advertisers’ index / buyer’s guide
CONSULTING,
Barnes Global Advisors 202 www.barnesglobaladvisors.com
DSH Technologies 123 www.dshtech.com
Kensington Additive 125 www.kensingtonadditive.co.uk
MAM Solutions 58 www.mamsolutions.uk
Wohlers Associates, Inc. 133 www.wohlersassociates.com
EVENTS & COURSES

3D Print Paris 172 www.3dprint-exhibition-paris.com
AMUG 146 www.amug.com
Euro PM2023 212 www.europm2023.com Formnext 134 www.formnext.com
MIM2023 194 www.mim2023.org
PowderMet2023 / AMPM2023 184 www.powdermet2023.org / www.ampm2023.org
Space Tech Expo Europe 158 www.spacetechexpo.eu
Metal Additive Manufacturing | Autumn 2022226 © 2022 Inovar Communications Ltd Vol. 8 No. 3 | contents | news | events | advertisers | print sub | e-newsletter |Advertisers’ index / buyer’s guide
TRAINING & MARKET DATA
www.metal-am.com SEE US AT 11.0 A59 DOWNLOAD ALL BACK ISSUES OF METAL AM MAGAZINE FOR FREE



Frankfurtam Main, 15.-18.11.2022 WHY is metal 3D printing always so complicated? Machines displayed: Kolibri Metals GmbH Hummelau 3 88279 Amtzell www.kolibri.de.com Machines for 3D Print Materials for SLM/ SLS Metal Matrix Composits Metallurgy Knowledge Maximum Simplicity It's NOT... 200 - 500 °C pre-heating 500 W Laser beam High carbon steel (HSS) Metal Matrix Composites ready Zero clamping device LIM LASER
The Shop System™
Now offering an expanded lineup of the world’s best-selling metal binder jet machine
Shop System
The original plug-and-play solution from Desktop Metal to get started 3D printing metal parts fast - no prior binder jetting experience required
Everything you need at an affordable price. Intuitive software drives a complete system, from 3D printer and depowdering station to an industrial-grade furnace

Shop System+
A more economic solution for high-power customers to reduce operating costs with locked in discounts on DM powder and binders
Lower the cost of additive operations and improve part costs to drive faster ROI with the same plug-and-play experience and materials as the base package
Shop System Pro
A more flexible solution for customers with powder metallurgy experience that unlocks custom printing and sintering process parameters
Expand beyond DM-supplied alloys to new applications or reduce operating costs through the use of third-party or proprietary powders
teamdm.com/ShopPackages Learn more by downloading the Shop System specifications NEW PACKAGES AVAILABLE
